
Cykle obsługi
Najważniejsze informacje
- Upraszcza obsługę maszyny
- Automatyzacja procesów roboczych
- Większe bezpieczeństwo chroni przed błędami operatora
autoCHUCK 2.0

- Automatyczna optymalizacja parametrów serwonapędów dla wrzeciona głównego i przechwytującego
- Skrócenie czasu ustawiania
- Optymalizacja rezultatu obróbki
Najważniejsze informacje
Korzyści dla klienta
- Redukcja czasu ustawiania
- Automatyczne wyznaczanie parametrów niezależnie od doświadczenia operatora maszyny
- zapisywanie ustawień w programie NC w celu zapewnienia większej jakości

Po lewej: Uproszczona użyteczność procedury pomiaru i ustawiania parametrów / Po prawej: Lokalne zapisywanie parametrów w programie NC
Stała podtrzymka głowicy rewolwerowej

- Hydraulicznie sterowana stała podtrzymka do obsługi długich i cienkich elementów
- Zwiększenie możliwości korzystania z obrabiarek wielokanałowych
- Cykl umożliwia zarówno dosunięcie, jak i uwolnienie ze stałej podtrzymki
Najważniejsze informacje
Korzyści dla klienta

Pozycje podparcia w osiach X i Z bezpośrednio przez interfejs użytkownika. Automatyczne obliczanie trawersów dojazdu i wycofania.
- Hydrauliczna stała podtrzymka zintegrowana w stole narzędziowym
- Blokada położenia głowicy rewolwerowej prowadzi do zwiększenia bezpieczeństwa procesu
- Ustawianie stałego położenia podtrzymki w celu zachowania tolerancji w zakresie pozycji i kształtu zgodnych z programem po jego ponownym uruchomieniu
Cykl sortowania narzędzi

- Krótszy czas przestoju dzięki sortowaniu narzędzi w magazynie narzędzi zgodnie z sekwencją narzędzi w programie
- Zoptymalizowane czasowo sortowanie w magazynie łańcuchowym dzięki zastosowaniu przenośnika narzędzi zamiast wrzeciona
* Optymalizacja nie jest wykonywana równolegle do czasu głównego.
Najważniejsze informacje
Korzyści dla klienta
- Zminimalizowane czasy wymiany narzędzi od wielkości partii > 3
- Elastyczne narzędzia w magazynie w zależności od programu NC
Procedura:
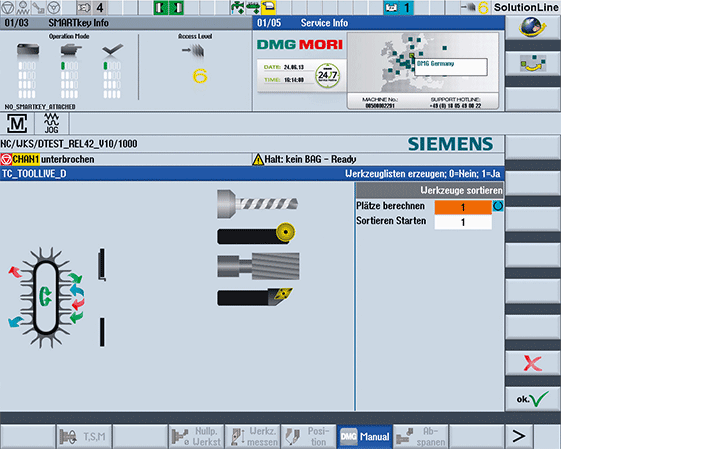
User Interface
- Rejestrowana jest rzeczywista sekwencja narzędzi zgodnie z pierwszym programem.
- Narzędzia są wdrażane za pomocą wózka narzędziowego w łańcuchu zgodnie z wygenerowaną listą wstawiania narzędzi
Konik do głowicy rewolwerowej

- Końcówka centrująca zamontowana na głowicy rewolwerowej
- Centrowanie danych końcówki jest zapisywane bezpośrednio w pamięci narzędzia
- Do stałych i sprężynujących kłów centrujących
Najważniejsze informacje
Korzyści dla klienta

Pozycję początkową i pozycję podparcia w osiach X i Z można zaprogramować za pomocą ekranu operatora. Monitorowanie pozycji podparcia w określonym oknie.
- Łatwa obsługa przy pozycjonowaniu kłów centrujących
- Blokada położenia głowicy rewolwerowej prowadzi do zwiększenia bezpieczeństwa procesu
- Lepsza cena za sprawą integracji z technologią szlifowania
cCLAMP - kalkulator siły mocowania

- Zintegrowany kalkulator siły mocowania zgodny z VDI 3306
- Intuicyjne obliczanie siły minimalnej i siły mocowania na podstawie zastosowanych parametrów obróbki
- Kompleksowy pakiet do mocowania wewnętrznego i zewnętrznego z 3 do 8 szczękami do toczenia, frezowania i wiercenia
Najważniejsze informacje
Korzyści dla klienta
- Unikanie deformacji komponentów z powodu nieświadomie nadmiernej siły mocowania
- Zwiększone bezpieczeństwo mocowania
- Szybsza konfiguracja i bezpieczne mocowanie w połączeniu z iJAW (DMQP RÖHM)

Lewa strona: Obliczanie maksymalnej siły mocowania elementów cienkościennych / Prawa strona: Obliczanie minimalnej siły mocowania dla wiercenia promieniowego
AAC - Automatyczny cykl zbliżania

- Podejście do przedmiotu obrabianego z wykrywaniem kontaktu za pomocą oceny prądu silnika wrzeciona szlifierskiego*.
- Czułość pomiaru regulowana za pomocą interfejsu użytkownika
- Indywidualne ustawienie naddatku możliwe po wykryciu kontaktu
*Dostępne jako rozszerzenie pakietu szlifierskiego
Najważniejsze informacje
Korzyści dla klienta

Ustawianie wartości granicznych dla wykrywania styków
- Znaczna redukcja nacięć pneumatycznych, dzięki czemu proces szlifowania rozpoczyna się bezpośrednio od rzeczywistego wymiaru przedmiotu obrabianego
- Rozszerzenie możliwości obsługi, zwłaszcza gdy nie można jednoznacznie określić hałasu przenoszonego przez strukturę części
- Pełna integracja z pakietem cyklu szlifowania
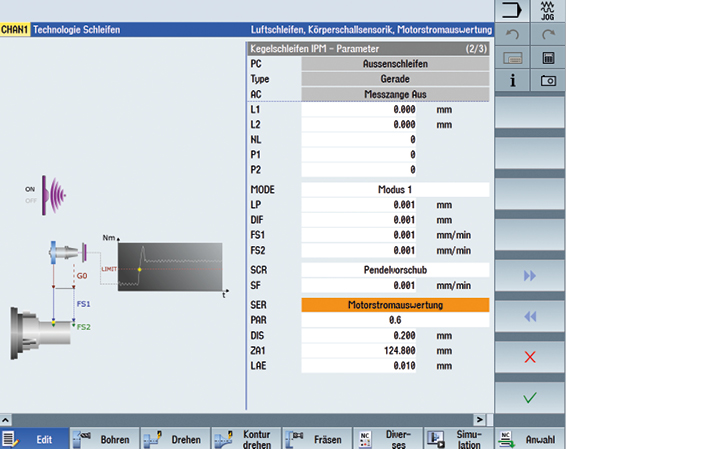
Ustawienie parametrów strategii uruchamiania po wykryciu kontaktu
Łamanie wiórów

- Oscylacyjny ruch osi posuwu powoduje skrawanie powietrzem, co prowadzi do skutecznej redukcji rozmiaru wiórów.
- Do zewnętrznego toczenia wzdłużnego średnic wewnętrznych i zewnętrznych, przecinania, wiercenia i rowkowania*
- Zintegrowana funkcja bezpieczeństwa sprawdza wiarygodność wprowadzanych parametrów
* W przypadku pochyłych powierzchni powstaje wzór schodkowy, ponieważ posuw może być oscylowany tylko w jednej osi na raz.
Najważniejsze informacje
Korzyści dla klienta

Przed właściwą obróbką status obróbki można sprawdzić za pomocą grafiki
- Długość wióra może być praktycznie określona przez cykl i jest niezależna od materiału.
- Koniec z przerwami w procesie, ponieważ unika się powstawania kulek wiórowych
- Łatwe ustawianie na interfejsie HMI z wysokim bezpieczeństwem pracy

Lewa strona: Oscylację można ustawić za pomocą najprostszych wejść parametrów / Prawa strona: Po prostu aktywuj ją przez ON / OFF w interfejsie HMI
safeRETREAT

- Bezpieczne odłączenie formy i komponentu za naciśnięciem przycisku (zatrzymanie awaryjne).
- Ochrona narzędzia i komponentu przed uszkodzeniem w przypadku nieoczekiwanego zdarzenia.
- Dostępne jako dodatkowa opcja dla cykli technologicznych gearSKIVING 2.0 i Multi threading 2.0
Najważniejsze informacje
Korzyści dla klienta

Włączanie i wyłączanie opcji w gearSKIVING 2.0
- Większe bezpieczeństwo podczas uruchamiania nowych procesów.
- Ochrona przed uszkodzeniem narzędzia i przedmiotu obrabianego, ponieważ wszystkie sprzężone osie są bezpiecznie wyłączane po zatrzymaniu awaryjnym.
- Włączanie i wyłączanie opcji zintegrowanej w danym cyklu.
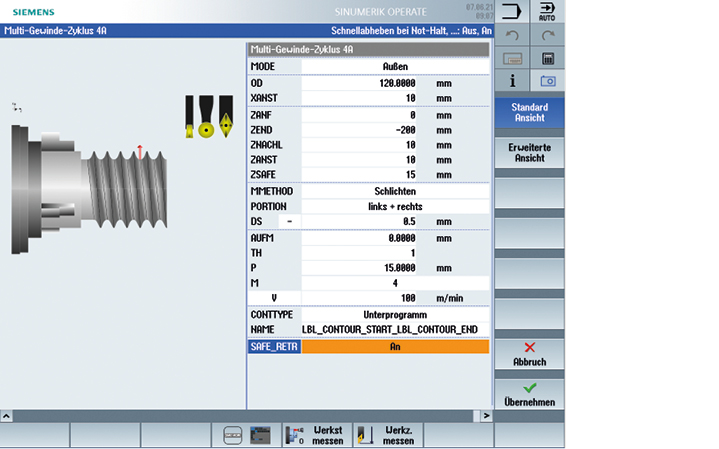
Włączanie i wyłączanie opcji w Multi threading 2.0
Kontrola statusu programu

- W połączeniu z programowaniem strukturalnym Gildemeister, bezpieczny i szybki restart programu obróbki po przerwaniu programu
- Łatwa obsługa programu, zwłaszcza w przypadku wielu wrzecion lub magazynu narzędzi
- Wyświetlenie statusu obróbki przedmiotu
Najważniejsze informacje
Korzyści dla klienta
- Wyświetlanie szczegółowego statusu na sterowniku
- Automatyczne wprowadzanie komentarzy przez programowanie strukturalne GILDEMEISTER.
- Bezpieczne ponowne wejście do programu przez naciśnięcie przycisku zamiast wyszukiwania konkretnego bloku.
Program strukturalny GILDEMEISTER
- Ustrukturyzowane podejście z ponad 20 standardowymi programami i ponad 200 wariantami przetwarzania, w tym automatyzacją (przetwarzanie prętów, ładowanie robota / portalu, ...)
- Wyświetlanie statusu programu z dodatkowymi znacznikami (EPS) dla podprogramów.
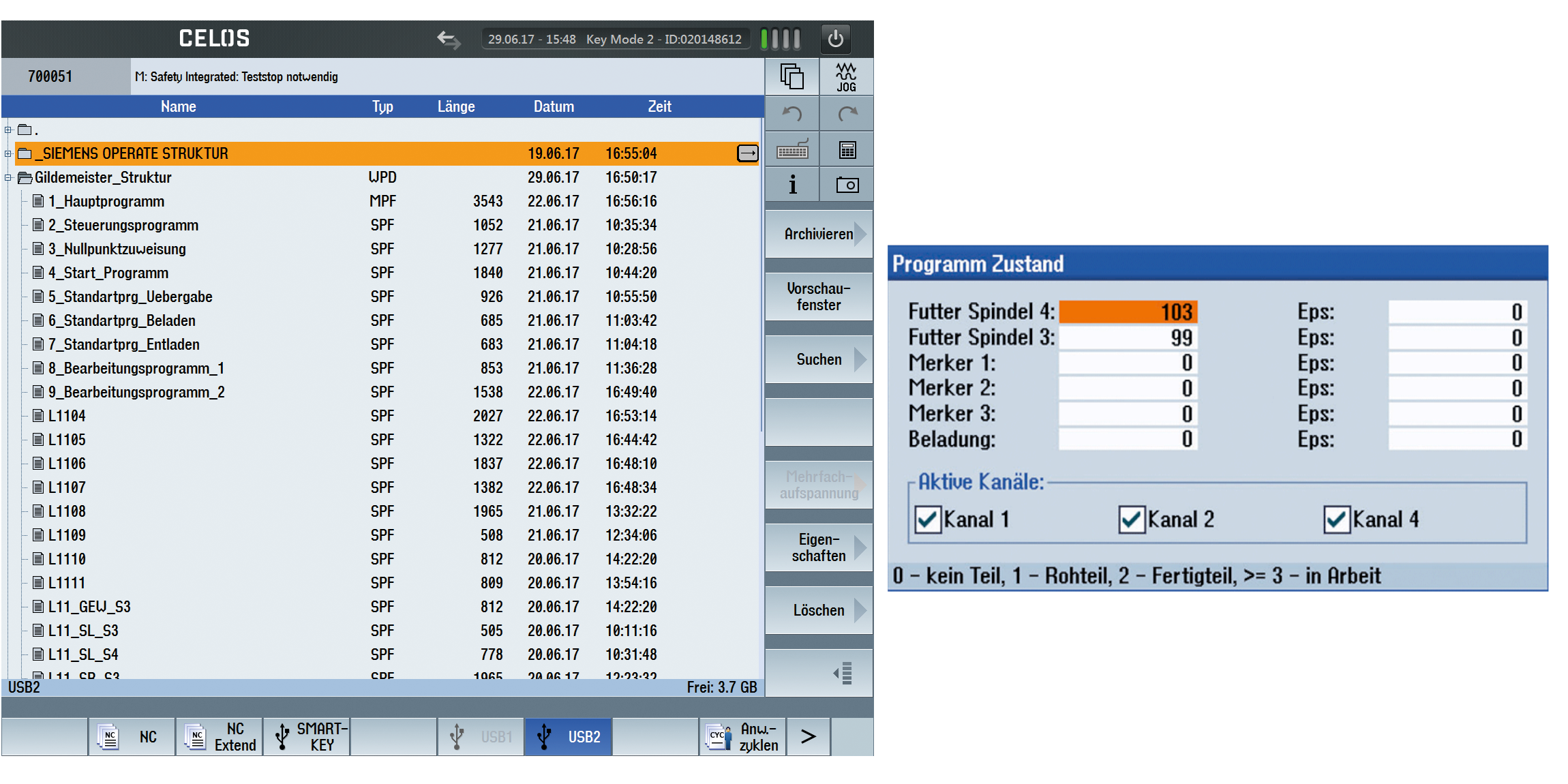
Po lewej: HMI ze statusem znaczników. / Po prawej: Wyczyść strukturę programu.
Czoło wrzeciona przechwytującego

- Idealne połączenie 6-stronnej kompletnej obróbki i funkcji konika
- Automatyczny załadunek i rozładunek kła konika do uchwytu wrzeciona głównego lub przechwytującego za pomocą wrzeciona frezującego i głowicy rewolwerowej
- Obsługa długich i smukłych przedmiotów na głównym wrzecionie dzięki synchronicznej końcówce wrzeciona przechwytującego
Najważniejsze informacje
Korzyści dla klienta
- Większa dokładność komponentów dzięki automatycznej zmianie bez otwierania drzwi (stała przepływu ciepła)
- Blokada położenia wrzeciona za pomocą kła prowadzi do zwiększenia bezpieczeństwa procesu

Po lewej: Automatycznie zmieniona końcówka centrująca. / Po prawej: Maska wprowadzania parametrów: Czyszczenie sterowania, zmiana końcówki i chłodzenie sterowania
Tool BalanceAssistant

- Obliczanie dopuszczalnej prędkości narzędzia w HMI na podstawie niewyważenia resztkowego
- Ciągłe monitorowanie i automatyczna rejestracja wszystkich naruszeń wartości granicznych podczas obróbki
- Funkcja eksportu wszystkich zarejestrowanych zdarzeń w formie tabelarycznej
Najważniejsze informacje
Korzyści dla klienta
- Wysoka przejrzystość i czułość w odniesieniu do wyważania narzędzi dzięki prostej obsłudze
- Lepsza dokładność wymiarowa, jakość powierzchni i mniejsze zużycie narzędzi dzięki konsekwentnemu stosowaniu wyważonych narzędzi

Lewa strona: Wybór narzędzi do obserwacji z tabeli narzędzi / Prawa strona: Obliczanie dopuszczalnej prędkości na podstawie jakości wyważania