Elastyczność dzięki integracji technologii
Od 1916 roku innowacyjna technologia napędowa firmy Maschinenfabrik Mönninghoff GmbH & Co. KG wyróżnia się jakością i niezawodnością.

125 pracowników firmy opracowuje i produkuje sprzęgła, hamulce, siłowniki liniowe i kompleksowe rozwiązania systemów dla klientów z niemalże wszystkich branż – począwszy od przemysłu rolniczego przez robotykę aż do przemysłu spożywczego. Po 105 latach firma Mönninghoff zbudowała w Bochum, w mieście w którym została założona, nowoczesną fabrykę, aby również w przyszłości zapewniać optymalny przebieg procesów w całym ich łańcuchu. Od 2010 roku firma opiera swoją produkcję na obrabiarkach DMG MORI. Po zainstalowaniu NT 4300 sukcesywnie dokonywano kolejnych inwestycji w centra obróbkowe i tokarki. Najnowszym nabytkiem jest tokarka CTX beta 800 TC z Robo2Go. Ponadto firma Mönninghoff korzysta z wielu cykli technologicznych DMG MORI do obróbki kół zębatych.
Konstrukcja i produkcja kompleksowych komponentów napędowych
Zmiany strukturalne, które w minionych dziesięcioleciach dokonały się w Zagłębiu Ruhry, wymagały od nas, abyśmy opracowali coś nowego” –objaśnia Charlotte Finger pełniąca funkcję partnera zarządzającego Mönninghoff. Do lat 80-tych firma zainwestowała ponad 90 procent swojego obrotu w górnictwo. Od tego czasu firma w dalszym ciągu rozwijała się w kierunku niszy, jaką jest technologia napędowa.
W 1992 roku firma Mönninghoff wyodrębniła dział budowy przekładni specjalnych w drugim przedsiębiorstwie pod nazwą Chemnitzer Zahnradfabrik, w którym mogła skupić się na swojej podstawowej kompetencji: konstruowaniu i produkcji wymagających i kompleksowych systemów sprzęgieł i hamulców. „Są to niemalże wyłącznie rozwiązania specjalne, które często opracowujemy wspólnie z naszymi klientami” – powiedziała Charlotte Finger. Firma Mönninghoff jest dobrze znana w branży ze swojej fachowej wiedzy i jest na ogół zaangażowana w rozwój projektów na wczesnym ich etapie. Dzięki temu, firma już od dłuższego czasu nie jest postrzegana jako poddostawca, lecz bardziej jako partner technologiczny swoich klientów.
Robo2Go: obsługa wielu obrabiarek i niezmienna jakość w pracy 3-zmianowej

Firma Mönninghoff zachowuje tę fachową kompetencję dla przyszłych pokoleń, szkoląc we własnym zakresie aktualnie sześciu młodych pracowników. W tym czasie w centrum uwagi znajduje się też ciągła modernizacja produkcji. Dowodem tego są regularne inwestycje w technologię CNC od DMG MORI – CTX beta 800 TC z Robo2Go jest tego ostatnim przykładem. Kierownik produkcji Timon Lubek uzasadnia ten zakup: „Naszym celem jest w miarę możliwości wysokie wykorzystanie obrabiarek podczas wszystkich trzech zmian roboczych. Dzięki wsparciu Robo2Go nasz zespół może równocześnie obsługiwać również kilka obrabiarek”. System ten zapewnia łatwą obsługę i optymalną automatyzację dla serii o średniej wielkości. Kolejny argument przemawiający za zautomatyzowaną produkcją Timon Lubek dostrzega w jakości: „Ręczne zmiany mocowania nie mają już miejsca, dlatego łatwiej osiągnąć poziom dokładności w zakresie jednej setnej”. Elementy konstrukcyjne są wykonane z różnych materiałów – od stali poprzez aluminium aż do brązu i są częścią codziennej pracy.

Automatyzacja i cykle technologiczne DMG MORI
Firma Maschinenfabrik Mönninghoff stawia nowe kroki w produkcji z tymi, którzy pod koniec pracują z wykorzystaniem nowoczesnej technologii. Timon Lubek dodaje: „Ważne jest, aby od samego początku włączać odpowiednich pracowników do działań związanych z nabytymi rozwiązaniami, ponieważ z jednej strony wnoszą oni swoje doświadczenie, a z drugiej w ten sposób szybciej rozpoznają wartości dodane”. Uważa on, że tak było w przypadku Robo2Go i obowiązuje w równym stopniu dla tematu integracji technologicznej. W tym celu firma Mönninghoff wykorzystuje szereg cykli technologicznych DMG MORI, które zapewniają realizację bardzo specjalnych procesów jak obróbka kół zębatych na tradycyjnych obrabiarkach CNC.
ROZWIĄZANIA AUTOMATYZACJI I INTEGRACJA TECHNOLOGICZNA TO DLA NAS IDEALNA DROGA, ABY W SPOSÓB ZRÓWNOWAŻONY ZWIĘKSZYĆ NASZE MOŻLIWOŚCI
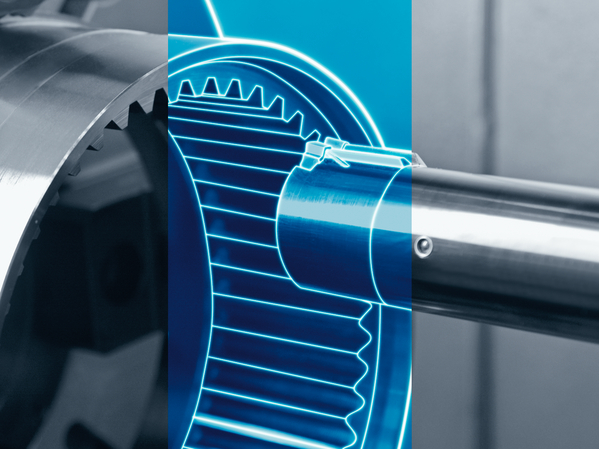
Optymalne wykorzystanie obróbki dzięki cyklom obróbki kół zębatych od DMG MORI
„Nasze komponenty sprzęgłowe mają najróżniejsze koła zębate, które zostały wcześniej wyprodukowane za pomocą specjalnych obrabiarek do kół zębatych” – objaśnia Timon Lubek. „Dzięki cyklom technologicznym DMG MORI możemy obrabiać te same produkty, na przykład pierścienie przełączające, na tradycyjnych centrach tokarsko-frezarskich jak CTX beta 800 TC – w tej samej jakości na jednej i tej samej obrabiarce, a częściowo nawet szybciej. Doświadczenie specjalistów firmy Mönninghoff wpłynęło na dalszy rozwój cykli technologicznych. Produkcja komponentów kół zębatych wymaga jedynie maksymalnie dwóch zamocowań.
Prowadzi to do krótszych cykli, zmniejszenia transportu wewnątrz zakładu i krótszego czasu oczekiwania. Kolejną korzyścią jest większa elastyczność: „Jeśli w danym momencie nie odbywa się produkcja kół zębatych, możemy użyć obrabiarki w inny sposób i tym samym zapewnić jej optymalne wykorzystanie”.
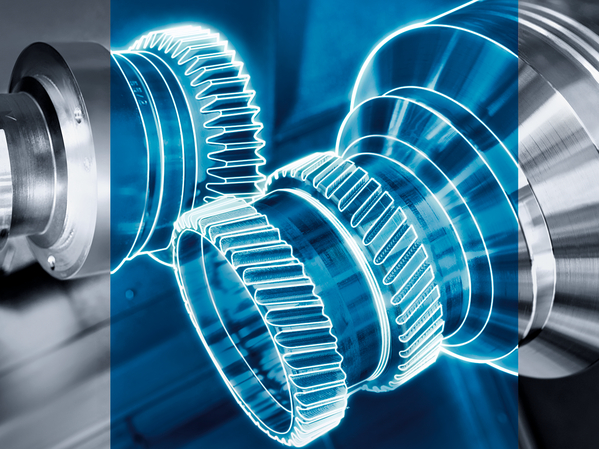
gearSKIVING 2.0 i narzędzia DMQP od Horn
Cykl technologiczny intensywnie wykorzystywany przez firmę Mönninghoff to gearSKIVING 2.0. Dzięki niemu można produkować proste i ukośne, zewnętrzne lub wewnętrzne koła zębate walcowe oraz koła zębate wałów wieloklinowych; w centrach tokarsko-frezarskich również uzębienia daszkowe z przesunięciem. Cykl steruje synchronizacją i drogą narzędzia. „Dzięki temu jesteśmy dziesięć razy szybsi niż w przypadku dłutowania” – dodał Timon Lubek. Wskazuje on na wykorzystane narzędzia firmy Horn. Producent narzędzi jest wieloletnim partnerem technologicznym DMG MORI z certyfikatem DMQP. Produkcja uzębienia płaskiego poprzez frezowanie jednozębne również odbywa się na centrach tokarsko-frezarskich jak CTX beta 800 TC. Automatyczne obliczenie drogi narzędzia przejmuje tutaj cykl technologiczny crownHOBBING, który został wprowadzony przez DMG MORI w drugim kroku. W trzecim kroku następuje gearSHAPING, cykl technologiczny dla dłutowania obwiedniowego. Timon Lubek dodaje: „6-stronna kompletna obróbka takich elementów ułatwia użycie rozwiązań z zakresu automatyzacji i umożliwia kompleksową kontrolę jakości już od pierwszego elementu”. Integracja technologiczna ma duże znaczenie w firmie Mönninghoff. Dlatego Timon Lubek docenia długoterminowe partnerstwo z DMG MORI: „Aby osiągnąć jeszcze większy sukces, w praktyce wykorzystujemy każdy cykl technologiczny, który zapewnia nam wartość dodaną w programowaniu i obróbce skrawaniem – począwszy od obrabiania kół zębatych i obróbki obwiedniowej poprzez dłutowanie aż do szlifowania. A tam, gdzie to nie wystarcza, wspólnie opracowujemy nowe cykle specjalne, które pozwalają nam realizować obróbkę naszych specjalnych elementów albo ją ułatwiają”. W przyszłości trzeba dążyć do tego, aby nie tylko wydajniej produkować, ale również być prekursorem technologicznym. Charlotte Finger dostrzega duży potencjał w nowych możliwościach produkcji: „Rozwiązania automatyzacji i integracja technologiczna to dla nas idealna droga, aby w sposób zrównoważony zwiększać zdolności produkcyjne, a tym samym zachowywać konkurencyjność lokalizacji produkcyjnej w Niemczech”.

CTX beta 800 TC
- 100% TOCZENIA: elementy obrabiane do ø500 ×800mm,
- 100% FREZOWANIA: wrzeciono compactMASTER do 20 000 obr./min i 120Nm
- 100% NARZĘDZI: Nawet do 80 narzędzi.
Robo2Go
- Szybka wymiana elementu z uchwytu na miejsce magazynowania detali
- Obciążenie maksymalne 12, 25 i 35 kg
- Wałki ø25 – 150mm, części w uchwycie ø25 – 170mm
- Funkcja uczenia się elementów obrabianych w czasie <15min.
Specjalny cykl technologiczny
gearBROACHING
PRODUKCJA KÓŁ ZĘBATYCH NA WRZECIONIE GŁÓWNYM I PRZECIW-WRZECIONIE
- Wewnętrzne i zewnętrzne koła zębate,
- Idealne do elementów obrabianych z odsadzaniem lub interferencją konturów na wylocie koła zębatego
- Parametry kompensacji odchylenia oprawki narzędziowej
- Dostępne dla obrabiarek ze sterowaniem SIEMENS/CELOS.
gearSKIVING
Proste i ukośne zewnętrzne lub wewnętrzne koła zębate walcowe oraz koła zębate wałów wieloklinowych,
- Możliwość uzębienia wewnętrznego bez głowicy kątowej
- Synchronizacja i droga narzędzia sterowane cyklem
- Dostępne dla obrabiarek ze sterowaniem SIEMENS/CELOS ze sterowaniem SIEMENS i MAPPS/CELOS z MAPPS
- TOCZENIE I FREZOWANIE oraz DMF
- Uzębienie daszkowe z przesunięciem*
- Uzębienie kuliste dzięki matematycznej transformacji 6. osi wirtualnej* na obrabiarkach TC oraz DMF.
* NTX oraz CTX TC z przeciw-wrzecionem i sterowaniem SIEMENS
MASCHINENFABRIK MÖNNINGHOFF
FAKTY
- Założona w 1916 r. w Bochum
- 125 pracowników
- Opracowywanie i produkcja sprzęgieł, hamulców, siłowników liniowych i kompletnych rozwiązań systemowych
- Klienci między innymi z przemysłu rolniczego, robotyki i przemysłu spożywczego
Maschinenfabrik
Mönninghoff GmbH & Co. KG
Burgstraße 35
44867 Bochum, Niemcy
www.moenninghoff.de
Skontaktuj się z nami w sprawie technicznych materiałów prasowych DMG MORI.