

DMU 600 P (FD)
Frezarka uniwersalna w rozmiarze XXL do 5-stronnej / 5-osiowej obróbki dużych detali
Maks. przesuwy w osi X
738 in.
18 750 mm
Maks. przesuwy w osi Y
189 in.
4 800 mm
Maks. przesuwy w osi Z
59 in.
1 500 mm
Maks. średnica detalu
197 in.
5 000 mm
Maks. wysokość obrabianego przedmiotu
118 in.
3 000 mm
Maks. ciężar detalu
264 555 lbs.
120 000 kg
Maks. długość obrabianego przedmiotu
713 in.
18 100 mm
Maks. szerokość detalu
138 in.
3 500 mm
Rozwiązania z zakresu sterowania i oprogramowania
SIEMENS
HEIDENHAIN
Najważniejsze informacje
Precyzja
- Maksymalna sztywność i stabilność w wysokiej temperaturze
- Wszystkie odpowiednie źródła ciepła są chłodzone cieczą
- Zoptymalizowana koncepcja maszyny w oparciu o MES i analizę modalną o konstelacji portalowej
Efektywność
- Dostępne również w wersji frezarskiej / tokarskiej
- Duży obszar roboczy dla przedmiotów o wielkości do 6000 mm x 3000 mm i masie 25 000 (40 000) kg
- Napęd główny o mocy 53 kW i momencie obrotowym 1445 Nm, opcjonalnie 60 kW i momencie obrotowym 2500 Nm
- Głowice wymienne z kinematyką osi B dla wrzeciona przekładniowego i kinematyki osi C- / A i C- / B dla elektrowrzeciona
Wydajność
- Energooszczędne układy chłodziwa
- Opcjonalne połączenie z obwodem chłodzącym na miejscu / u klienta
- Wersja dostępna z podwójnym stołem lub jako wariant wielostołowy.
Maksymalna sztywność
- Najkrótsze czasy instalacji dzięki modułowej konstrukcji poszczególnych grup montażowych
- Napęd zębatkowy w osi X / Y
- Przekładnia śrubowa toczna w osi Z / W dla najwyższej dynamiki
- Łoże maszyny, kolumna i belka poprzeczna z EN-GJS-600-3 o doskonałej charakterystyce tłumienia
- Duże wymiary o wysokiej stabilności temperaturowej
")
Przykłady zastosowań
Sterowanie i oprogramowanie
HEIDENHAIN TNC7

- Interfejs użytkownika z dowolnie konfigurowanymi oknami i możliwością personalizacji
- Intuicyjna konfiguracja detali z funkcjami inteligentnego pomiaru sondą oraz wspieranym graficznie wyrównaniem urządzeń zaciskowych
- Proste programowanie w języku konwersacyjnym HEIDENHAIN lub zgodnie z normą DIN/ISO
- Rozbudowane cykle obróbki oraz sondy pomiarowej
- Najwyższa wydajność zapewniająca idealne wykończenie powierzchni i maksymalną dokładność
- Dynamiczne monitorowanie kolizji oraz realistyczna symulacja zwiększająca bezpieczeństwo
- System obsługi HEROS oparty na Linux, maksymalizujący bezpieczeństwo IT
SIEMENS SINUMERIK ONE

- Programowanie 3D Shopfloor do programowania ukierunkowanego na warsztat z automatycznym rozpoznawaniem funkcji
- Advanced Surface i Top Surface: najlepsza jakość powierzchni detali z minimalnym czasem obróbki
- Zoptymalizowane czasy cyklu PLC
- Kompleksowe cykle obróbki
- Wydajna architektura systemów wielordzeniowych do płynnej obsługi z maksymalną efektywnością CNC
- Znajomy wygląd i sposób obsługi
SIEMENS SINUMERIK 840d solutionline Operate

- Programowanie ukierunkowane na warsztat Shopmill
- Advanced Surface i Top Surface: najlepsza jakość powierzchni detali z minimalnym czasem przetwarzania
- Rozbudowane cykle obróbki
Fit in – zanurzenie osi B

- Pełne wykorzystanie przestrzeni roboczej podczas obróbki wewnętrznej wysokich przedmiotów dzięki długim narzędziom
- Zmiany pozycyjne osi B podczas toczenia są zrównoważone dzięki osi X i Y
- Oś Z pozostaje w pozycji wycofanej, podczas gdy oś B się porusza
Najważniejsze informacje
Korzyści dla klienta

Wewnętrzny i zewnętrzny przesuw osi B.
- Łatwe programowanie
- Bezkolizyjne zanurzanie w obrabiany przedmiot
- Bezpieczne wynurzanie z obrabianego przedmiotu po obróbce
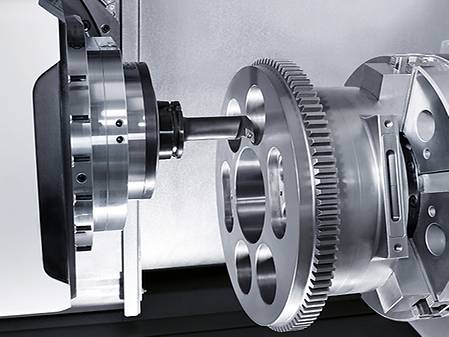
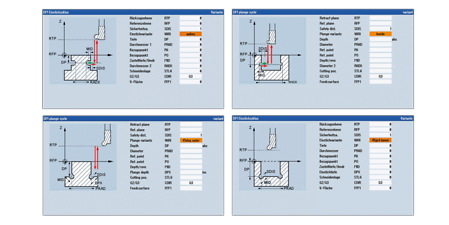
DMG MORI gearMILL

- Wydajna kompletne obróbka
- Ekonomiczna produkcja kół zębatych na standardowej obrabiarce za pomocą standardowych narzędzi
- Elastyczny dla różnych geometrii kół zębatych
- Kontrola jakości podczas obróbki
Najważniejsze informacje
Korzyści dla klienta
- Tworzenie programu na podstawie pustych rysunków i danych dotyczących przekładni
- Optymalizacja orientacji przedmiotu obrabianego, np. po obróbce cieplnej
- Interfejs do współrzędnościowego urządzenia pomiarowego (Klingenberg, Leitz, Zeiss)
Linki: Wprowadzanie parametrów koła zębatego do obliczeń geometrii koła zębatego czołowego. / Rechts : Grafische Betrachtung des Abwälzverfahrens.
angularTOOL

- Najwyższa elastyczność obróbki elementów konstrukcyjnych dzięki zmiennemu ustawieniu głowicy kątowej
- Automatyczne programowanie CAD / CAM
- Automatyczne obliczanie TCP i połączenie z istniejącymi funkcjami sterowania
Najważniejsze informacje
Korzyści dla klienta
- Obróbka niedostępnych miejsc na obrabianym przedmiocie.
- Oszczędność czasu nieprodukcyjnego dzięki rzadszej wymianie narzędzi
- Wysokie oszczędności kosztów dzięki zastosowaniu mniejszej liczby narzędzi
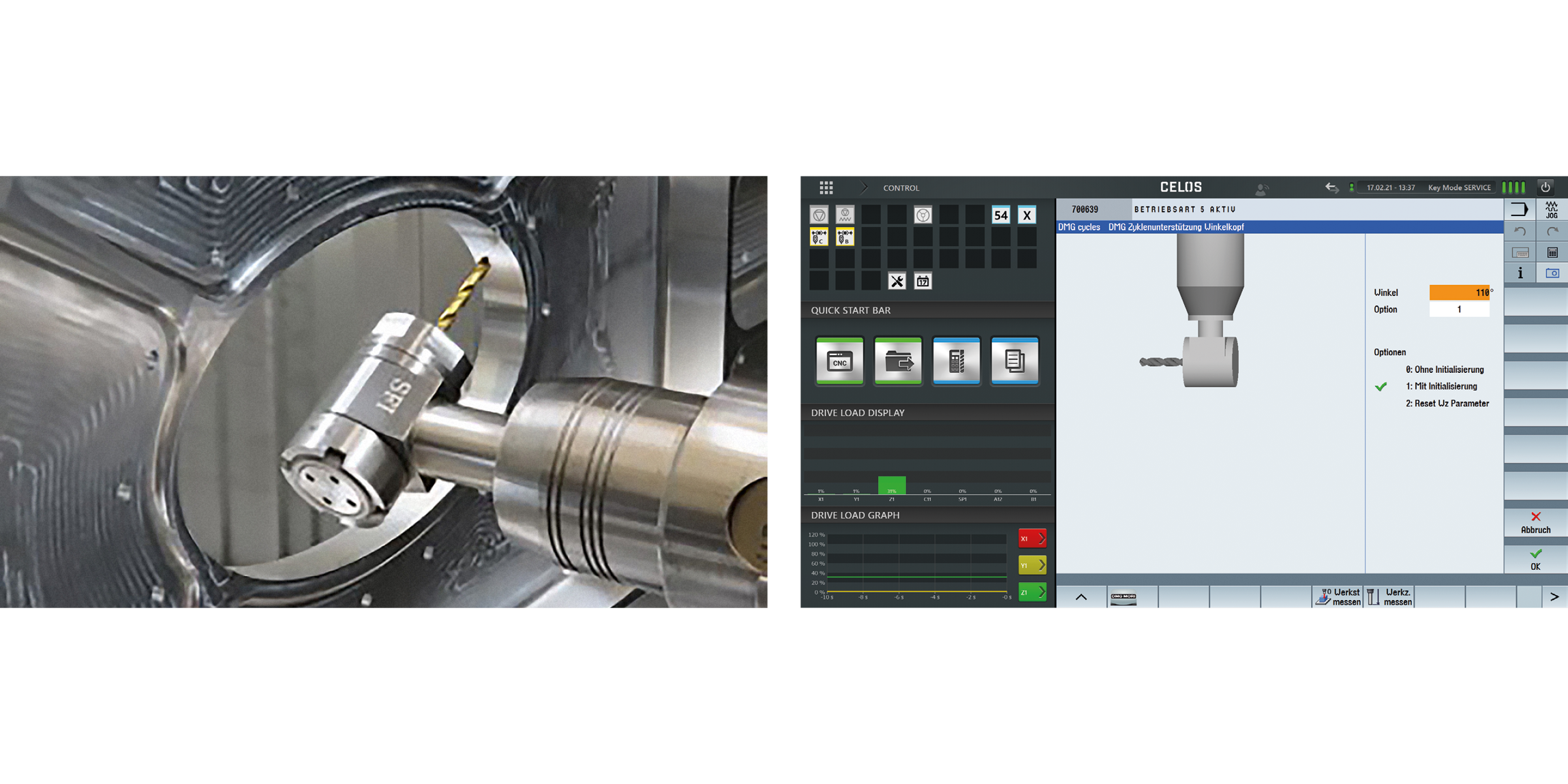
Po lewej: Narzędzie napędzane przez KSS podczas operacji wiercenia / Po prawej: Maska parametrów do ustawiania zmiennego kąta
Efficient Production Package

- Rozwiązania zapewniające bezpieczeństwo procesu i efektywne wykorzystanie ważnych etapów obróbki
- Zastosowania: czyszczenie stożków, monitorowanie danych narzędziowych, bezpieczny ruch wycofania, gwintowanie, wiercenie głębokich otworów, frezowanie gwintów zewnętrznych i czopów walcowych, frezowanie gwintów wewnętrznych i frezowanie okrężne, cykl wstecznego pogłębiania
- 12 zapisanych strategii obróbki do usuwania materiału, wiercenia głębokich otworów, frezarek kieszonkowych*
Najważniejsze informacje
Korzyści dla klienta
- Optymalizacja czasu pracy według indywidualnej aplikacji
- Bezpieczne cofanie po przerwaniu programu
- Monitorowanie danych narzędzia

Po lewej : Maska wprowadzania dla uniwersalnego cyklu frezowania kieszeni. / Po prawej : Maska wprowadzania dla cyklu gwintowania
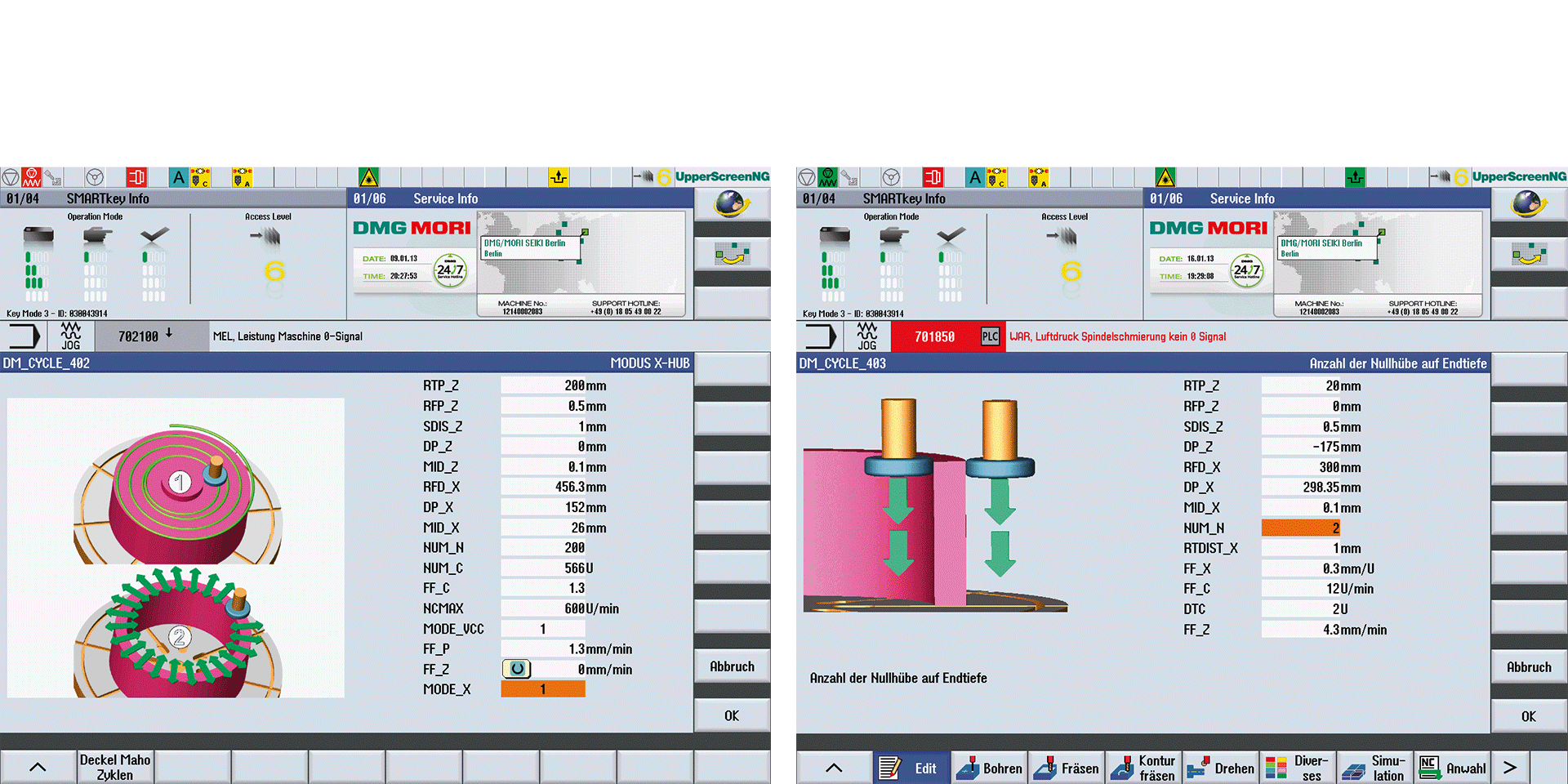
Profil Dressing

- Obciąganie profilu na ściernicy za pomocą napędzanych rolek profilowych (ujemnych)
- Pełne wykorzystanie czujnika AE i zintegrowanych strategii obciągania
- Duża oszczędność czasu i wysoka dokładność obciągania dzięki dostosowanemu do potrzeb rozwojowi ściernic do obciągania
Najważniejsze informacje
Korzyści dla klienta
- Ochrona narzędzia i przedmiotu obrabianego
- Zoptymalizowany proces narzędziowy
- Monitorowanie promieniowego i osiowego obciążenia wrzeciona w zależności od rzeczywistej siły wciągania

Lewa strona: Parametryzowane dane wejściowe do produkcji profili / Prawa strona: Cykl obciągania konturów sterowany dialogiem
Pakiet konserwacyjny i4.0

- Automatyczne rozpoznawanie siły wciągania narzędzia w celu zapewnienia niezmiennie wysokiej stabilności procesu.
- Predefiniowany cykl automatycznego smarowania, co 75 godzin lub po 20 000 wymian narzędzi.
- Wykrywanie nieszczelności i pomiar zużycia systemu pneumatycznego.
Najważniejsze informacje
Korzyści dla klienta
- Efektywne i oszczędzające czas smarowanie bez interwencji operatora
- Wysoka przejrzystość dzięki wyświetlaniu cykli smarowania i aktualnej siły wciągania.
- Rejestracja danych w połączeniu z opcjonalnie dostępną aplikacją Condition Analyzer do przeprowadzania dodatkowych analiz zużycia powietrza i zmian siły wciągania

Wykrywanie nieszczelności i pomiar zużycia systemu pneumatycznego.

Proste zapytanie o parametry monitorowania i aktualną siłę wciągania.
Zestaw sond pomiarowych L

- Pomiar przesmyków i rowków na komponentach
- Pomiar średnicy w trudno dostępnych miejscach
- Dostępne z ręczną i wsuwaną zawartością pakietu kalibracyjnego
- Sonda pomiarowa L zgodnie z projektem klienta
Najważniejsze informacje
Korzyści dla klienta
- Elastyczne możliwości zastosowania
- Pomiar w trakcie procesu

Po lewej : Półautomatyczne rozwiązanie pomiarowe. / Po prawej : Automatyczne rozwiązanie pomiarowe.
Wyważanie narzędzi w maszynie

- Wyważanie narzędzi w maszynie w celu spełnienia wysokich wymagań dotyczących powierzchni i ochrony maszyny
- Sprawdzanie jakości wyważania wrzeciona
- Jakość wyważania do 0,3 g/mm
Najważniejsze informacje
Korzyści dla klienta
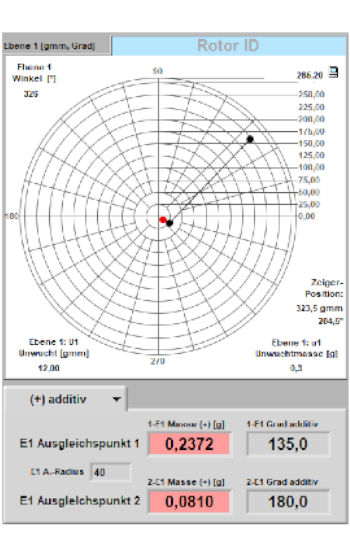
User Interface
- Lepsze powierzchnie dzięki wyważeniu całego systemu w stanie zaciśniętym
- Wyważanie narzędzia w warunkach obróbki (pozycja obróbki - pionowa / pozioma, z / bez wewnętrznego chłodzenia, prędkość)
- Ekonomiczne, ponieważ nie jest wymagane zewnętrzne urządzenie wyważające

Lewa strona: Wynik pomiaru po wyważeniu poza maszyną - 3 [g] / Prawa strona: Wynik pomiaru po wyważeniu w maszynie - 0,3 [g]
Szlifowanie powierzchni płaskich

- Integracja technologii szlifowania powierzchni płaskich na standardowych maszynach w celu uzyskania najlepszych rezultatów obróbki powierzchni
- Możliwość kompensacji prostoliniowości poprzez zdefiniowanie punktów kalibracji
- Cykl najazdu wspomagany przez czujnik akustyczny
- Dysza ECS dla możliwie najlepszego przepłukiwania szczeliny roboczej, dostępna jako opcja
Najważniejsze informacje
Korzyści dla klienta

Strategie obróbki
- Łatwe programowanie dzięki zintegrowanym parametrom wejściowym
- Kompletna obróbka w jednej konfiguracji

Opcjonalny obrotowy zespół do obciągania ściernic wraz z cyklami obciągania
VCS Complete

- Geometryczny odcisk palca maszyny Kalibracja wolumetryczna za naciśnięciem przycisku
- Wykrywanie i kompensacja błędów geometrycznych, pozycjonowania i kątowych wszystkich osi
- Łatwa obsługa i wdrożenie przez klienta bezpośrednio przy maszynie
Najważniejsze informacje
Korzyści dla klienta
- Regularna kompensacja geometrii maszyny przez cały okres jej eksploatacji
- Obsługa za pomocą dialogu dla łatwej i szybkiej obsługi
- Rejestrowanie danych do dalszej analizy
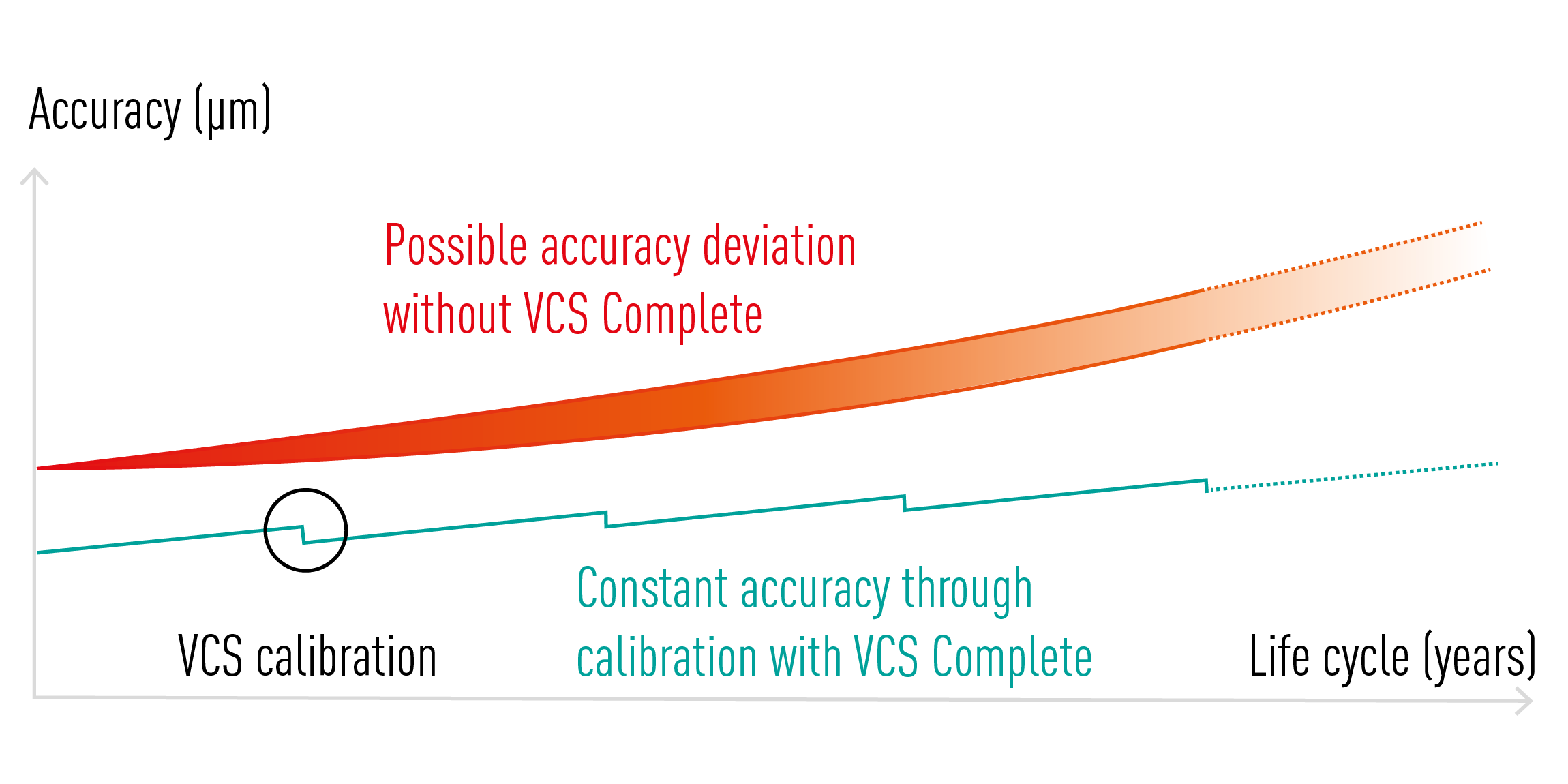
Możliwe odchylenia dokładności bez VCS-Complete.
gearSKIVING 2.0

- Proste i spiralne zewnętrzne lub wewnętrzne koła zębate czołowe i skośne
- Zęby strzałkowe z przesunięciem zębów na tokarko-frezarkach
- Kuliste uzębienie dzięki matematycznej transformacji 6. osi wirtualnej
Najważniejsze informacje
Korzyści dla klienta
- Możliwe uzębienie wewnętrzne bez głowicy kątowej
- Krótki czas obróbki, 10 x szybszy niż kształtowanie
- Synchronizacja i ścieżka narzędzia sterowane cyklem
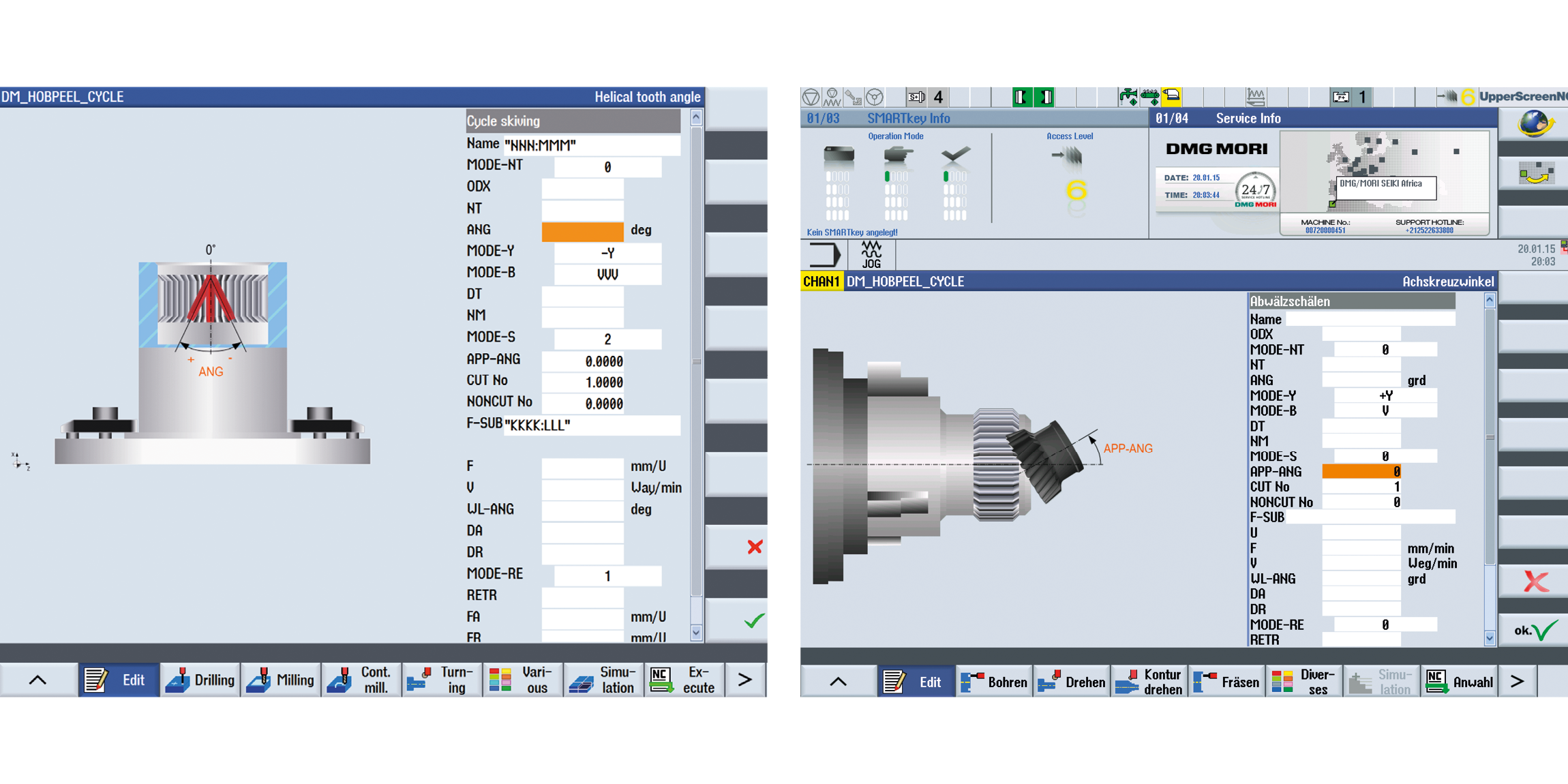
Po lewej: Obróbka profilu wewnętrznego koła zębatego. / Po prawej : Obróbka profilu zewnętrznego koła zębatego.
Obróbka szlifierska

Obróbka tokarska
- Toczenie, frezowanie i szlifowanie w jednym mocowaniu
- Cykle szlifowania wewnętrznego, zewnętrznego i czołowego oraz cykle obciągania.
- Czujniki dźwięku przenoszone przez ciało podczas rozruchu i obciągania
- Pełna integracja modułu pomiarowego do pomiarów względnych i bezwzględnych LIVE-Measuring - równolegle do czasu głównego
Obróbka frezarska
- Lepsza jakość powierzchni dzięki integracji z technologią szlifowania
- Cykle szlifowania do szlifowania otworów, wałków i czołowego oraz cykle obciągania
- Czujniki dźwiękowe w korpusie do rozruchu i obciągania
- 1300 l System chłodzenia ze zintegrowanym filtrem odśrodkowym do filtracji cząstek > 10 μm
- Dysza AKZ opcjonalnie dostępna dla jak najlepszego płukania szczeliny szlifierskiej
Najważniejsze informacje
Obróbka tokarska Korzyści dla klienta

- Rozszerzenie granic technologicznych CTX TC
- Dokładność powierzchni <0.4 μm
- Okrągłość < 5 μm
- Jakość 5 przy Ø > 30 mm
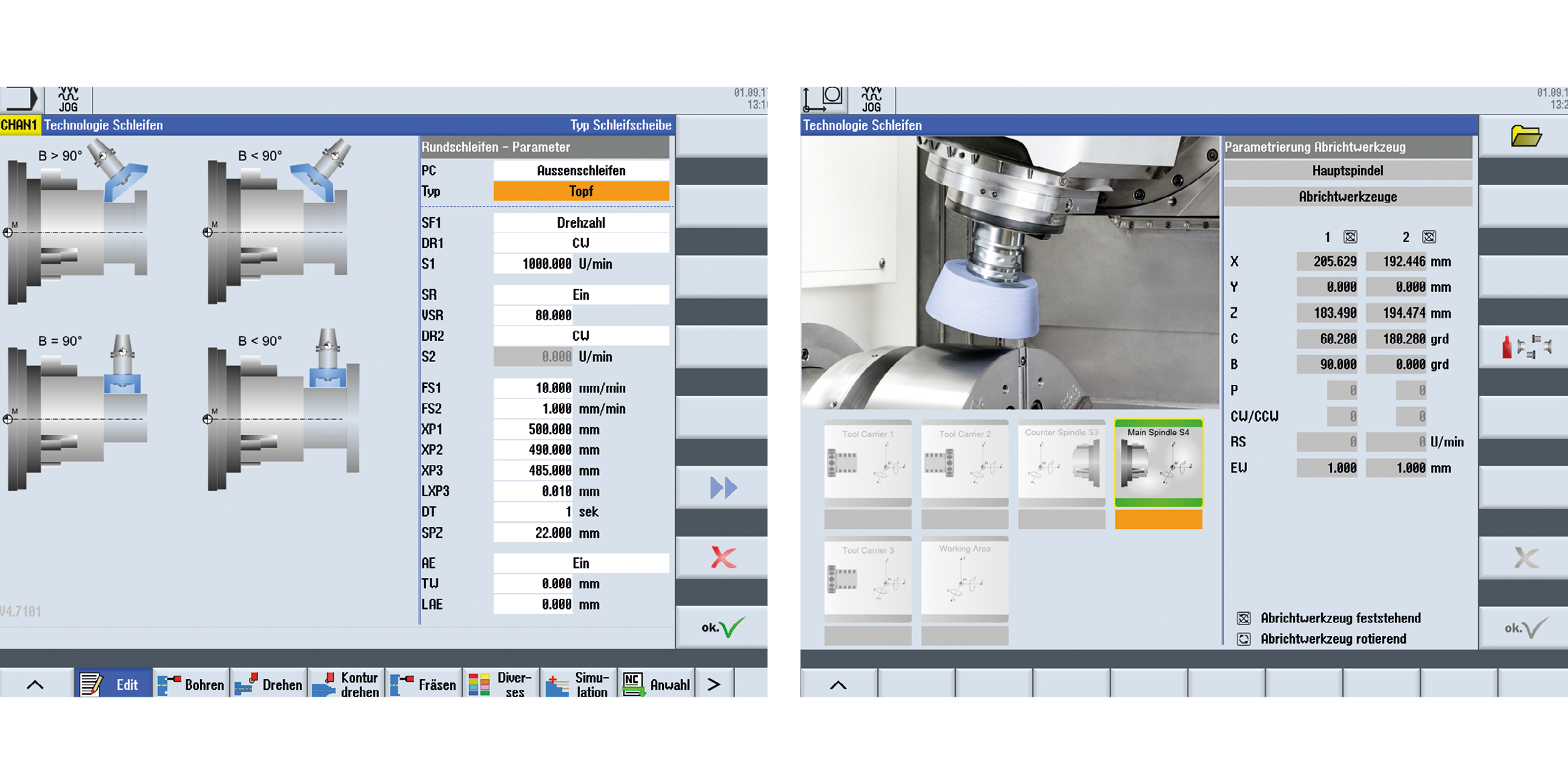
Po lewej: Szlifowanie zewnętrzne, wewnętrzne i kołowe. Szlifowanie tarczą prostą / kątową lub garnkową. / Po prawej: obciąganie tarczami prostymi, kątowymi lub garnkowymi.
Obróbka frezarska Korzyści dla klienta

- Dokładność powierzchni <0.4 μm
- Okrągłość <5 μm
- Jakość 5 przy Ø < 120 mm
- Jakość 4 dla Ø> 120 mm
Po lewej: Szlifowanie płaszczyzną spiralną lub oscylacyjną. / Po prawej: Szlifowanie wzdłużne.
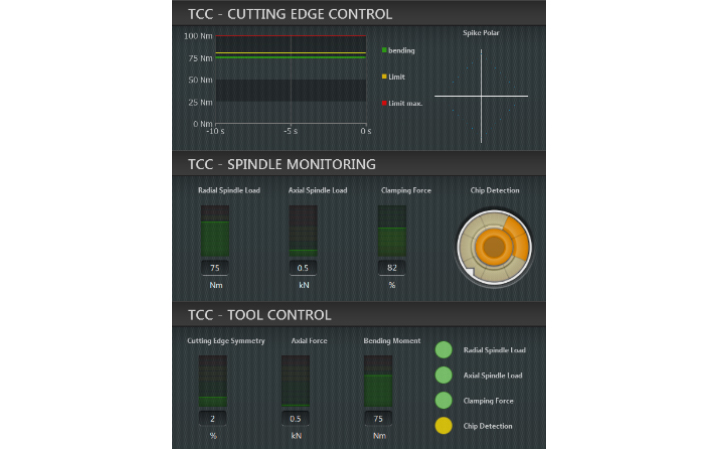
TCC – Centrum Kontroli Narzędzi

- Wykrywanie odłamków na wykresie biegunowym i powierzchni stożkowej narzędzia
- Monitorowanie siły wciągania
- Kontrola krawędzi skrawającej w procesie poprzez symetryczne monitorowanie momentu gnącego na każdą krawędź skrawającą
- Wizualizacja momentu gnącego w czasie za pomocą wykresu
Najważniejsze informacje
Korzyści dla klienta
- Ochrona narzędzi i przedmiotów obrabianych
- Zoptymalizowany proces narzędzi
- Monitorowanie promieniowego i osiowego obciążenia wrzeciona w zależności od rzeczywistej siły wciągania

Po lewej: NOWA; po środku: Zużycie, po prawej: Złamanie krawędzi skrawającej
Przechylony cykl pomiarowy

- Pomiar z pochyloną osią narzędzia
- Programowanie cykli pomiarowych za pomocą dialogu
- Pozycjonowanie punktów pomiarowych za pomocą osi obrotowej
Najważniejsze informacje
Korzyści dla klienta
- Zwiększona dokładność komponentów
- Skrócenie czasu ustawiania
- Pomiar bezkolizyjny dzięki możliwości pochylenia osi narzędzia
- Dalsze przetwarzanie wyników pomiarów
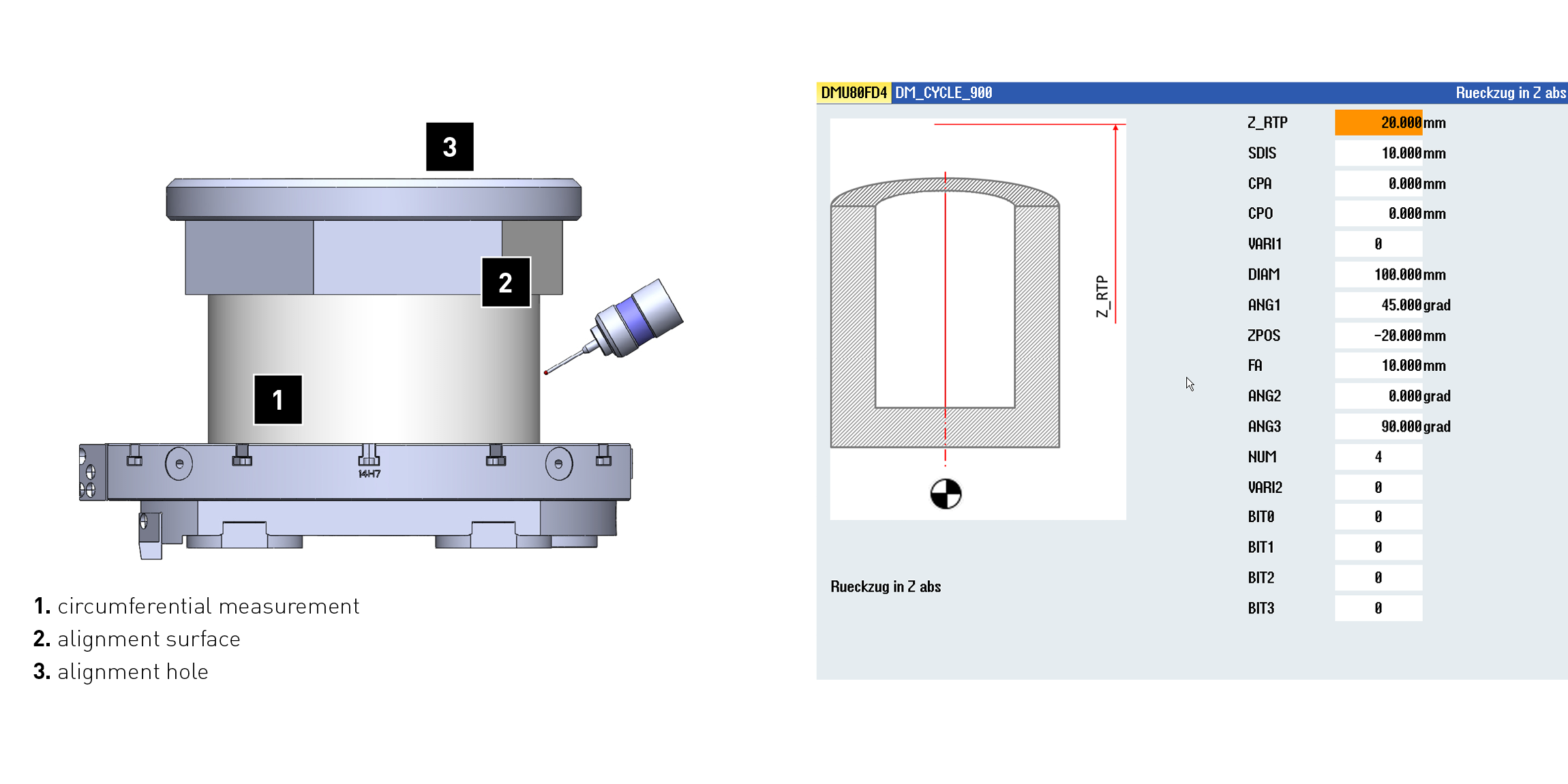
Po lewej: 1. pomiar obwodowy 2. powierzchnia wyrównania 3. otwór wyrównania / Po prawej: programowanie sterowane dialogowo
Application Tuning Cycle
- Zorientowane na proces dostosowanie prędkości posuwu w stosunku do obciążania stołu
- Minimalizacja czasu obróbki przy maksymalizacji jakości komponentu
- Nowość: Teraz dostępne również dla CTX TC. Doskonały rezultat obróbki przy najwyższej dynamice maszyny*
*bez uwzględnienia wagi paszy
Najważniejsze informacje
Korzyści dla klienta
- Łatwa obsługa
- Oszczędność czasu przy obróbce zgrubnej
- Wysoka jakość powierzchni podczas wykańczania
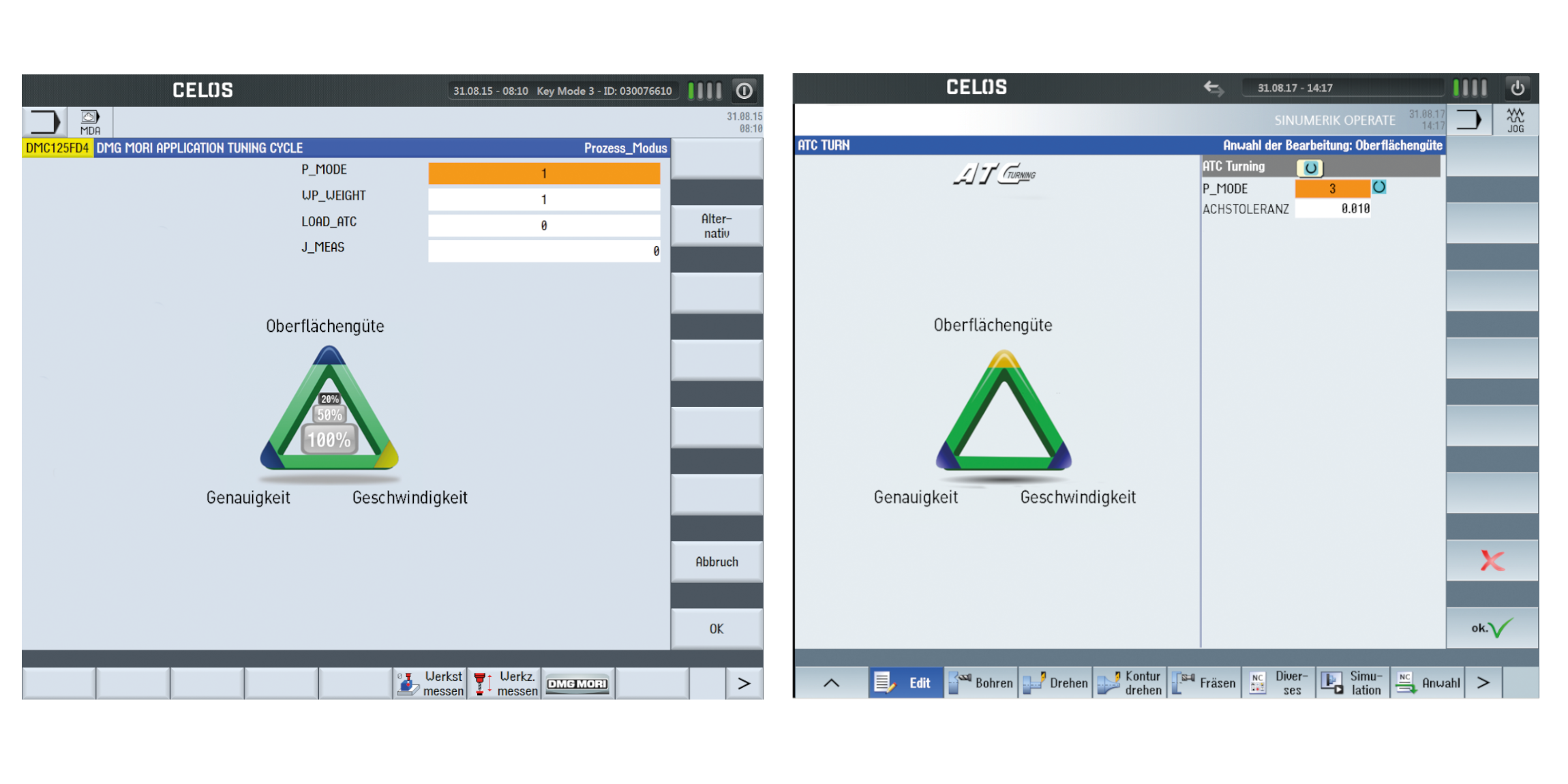
Po lewej : ATC 2.0 - Frezowanie: Uwzględnienie obciążenia stołu. / Prawa : ATC - Toczenie: dla CTX TC dla łatwej regulacji dynamiki maszyny.
Zmienna prędkość

- Łatwe w obsłudze dzięki trzem parametrom i bez dodatkowych czujników
- Unikanie wibracji dzięki dostosowaniu prędkości
- Zastosowanie dla wrzeciona głównego i przechwytującego lub frezarek ze stołami FD z technologią Direct Drive
Najważniejsze informacje
Korzyści dla klienta

Wprowadź parametry wartości zadanej, prędkości różnicowej i częstotliwości obrotów.
- Brak konieczności ręcznej interwencji operatora
- Identyczna powtarzalność dla wszystkich komponentów
- Zwiększone bezpieczeństwo procesu dla specjalnych zastosowań dzięki unikaniu wibracji. Przykład: przy stosowaniu długich cienkich wierteł lub do frezowania części z krytycznym mocowaniem
MPC 2.0 – Machine Protection Control

- Monitorowanie drgań w procesie.
- Szybkie wyłączenie w przypadku awarii
- Ręczne uwalnianie nawet w obróconej płaszczyźnie obróbki
- NOWOŚĆ: Monitorowanie momentu obrotowego
- Nowość: Zalecane z pakietem ochronnym dla maszyn CTX TC
Najważniejsze informacje
Korzyści dla klienta
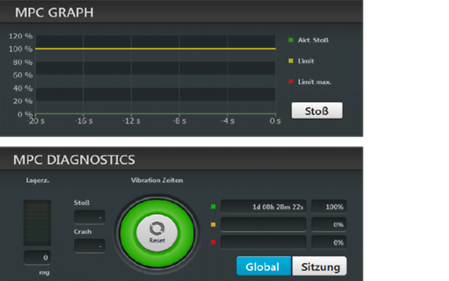
Wykres MPC: aktualne i zadane wartości procesowe. / Diagnostyka MPC: Stan łożyska, liczba uderzeń i kolizji.
- Unikanie złamania narzędzia
- Wzrost dostępności maszyny
- Redukcja uszkodzeń
Toczenie interpolacyjne 2.0 – cykl toczenia poprzecznego
- W przypadku toczenia interpolacyjnego frez narzędzia wykonuje ruch kołowy, w którym frez jest zawsze skierowany w stronę środka okręgu.
- Możliwość obróbki zewnętrznej i wewnętrznej
- Synchronizacja i ścieżka narzędzia kontrolowane przez cykl
- NOWOŚĆ: w wersji 2.0 możliwe jest toczenie złożonych konturów (obecnie dostępne tylko w DMU 50, inne typy maszyn będą dostępne później).
Najważniejsze informacje
Korzyści dla klienta
- Łatwe wytwarzanie powierzchni uszczelniających, gdzie frezowanie może nie być możliwe.
- Możliwa kompletna obróbka komponentów w jednym mocowaniu
- Obniżone koszty inwestycji w narzędzia

3D quickSET

Obróbka tokarska
- Pomiar i korekta położenia osi obrotu i osi Pivot (C4, C3, B)
- Możliwa kompensacja ugięcia
- Możliwość stosowania w połączeniu ze standardowymi sondami klientów (zalecane Renishaw, Blum)
Obróbka frezarska
- Zestaw narzędzi do sprawdzania i korygowania dokładności kinematycznej konfiguracji maszyn 4- i 5-osiowych
- Wszystkie warianty głowicy i osie stołu
Najważniejsze informacje
Obróbka tokarska Korzyści dla klienta
- Niezawodna ponowna kalibracja obrabiarki przed wysoko-precyzyjną obróbką
- Ciągła dokumentacja dokładności maszyny
- Brak odrzuconych części z powodu nieznanych odchyleń geometrycznych.

Pomiar osi B i C za pomocą dialogu.
Obróbka frezarska Korzyści dla klienta

- Okresowa ponowna kalibracja obrabiarki dzięki kompleksowej dokumentacji
- Najwyższa dokładność kinematyczna w samoregulacji

Define kinematics head
Toczenie i frezowanie mimośrodowe

- Nałożenie ruchu obrotowego dzięki dodatkowym skokom X i Y
- Dotyczy obróbki tokarskiej i frezarskiej
Najważniejsze informacje
Korzyści dla klienta
- Łatwa produkcja geometrii mimośrodowych
- Dokładne sprzężenie osi i synchronizacja w tle

Po lewej: Wprowadź parametry położenia zewnętrznego obszaru przedmiotu obrabianego. / Po prawej: Graficzna reprezentacja pozycji wewnątrz przedmiotu obrabianego.
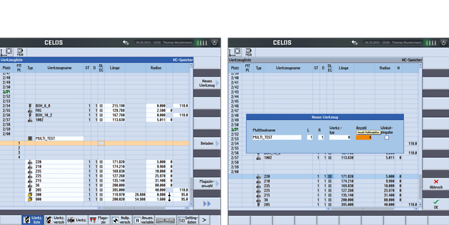
Multitool

- Efektywne wykorzystanie wieloostrzowych narzędzi tokarskich z więcej niż jednym ostrzem na tokarko-frezarce
- Kilka „narzędzi siostrzanych” na jednym głównym uchwycie narzędziowym
Najważniejsze informacje
Korzyści dla klienta
- Skrócenie czasów wymiany narzędzia
- Oszczędza przestrzeń w magazynie narzędziowym
Usługi i szkolenia
Materiały do pobrania i dane techniczne
Obrabiany przedmiot
Maks. długość obrabianego przedmiotu
713 in.
18 100 mm
Maks. szerokość detalu
138 in.
3 500 mm
Maks. średnica detalu
197 in.
5 000 mm
Maks. wysokość obrabianego przedmiotu
118 in.
3 000 mm
Maks. ciężar detalu
264 555 lbs.
120 000 kg
Obszar roboczy
Maks. przesuwy w osi X
738 in.
18 750 mm
Maks. przesuwy w osi Y
189 in.
4 800 mm
Maks. przesuwy w osi Z
59 in.
1 500 mm