
CTX beta 2000
Uniwersalne centrum tokarskie
Maks. średnica detalu
31 in.
800 mm
Maks. długość obrabianego przedmiotu
79 in.
2 000 mm
Maks. średnica wewnętrzna rury zaciskowej
4 in.
110 mm
Maks. przesuwy w osi X
16 in.
415 mm
Maks. przesuwy w osi Y
6 in.
150 mm
Maks. przesuwy w osi Z
80 in.
2 025 mm
Rozwiązania z zakresu sterowania i oprogramowania
SIEMENS
Najważniejsze informacje
Głowica rewolwerowa o wysokiej precyzji zapewnia najwyższą dokładność dzięki prędkości obrotowej 4000 obr./ min, mocy 12,5 kW i momentowi obrotowemu 85 Nm
- <10 μm tolerancji średnicy
- stabilność termiczna <10 μm dzięki aktywnemu chłodzeniu
Obróbka przedmiotów o średnicy toczenia do 600 mm i długości toczenia do 2000 mm
- Maks. średnica uchwytu 500 mm
- Głowica rewolwerowa VDI 50 z 12 stacjami na napędzane narzędzia + 6 narzędzi blokowanych
- Konik NC i stała podtrzymka (opcje)
Obróbka przedmiotów o średnicy toczenia do 600 mm i długości toczenia 2000 mm
- Średnica obrotowa do 800 mm
- Obróbka prętów do Ø 111 mm
- Wrzeciono główne ISM 102 o prędkości obrotowej 4000 obr./min, mocy 45 kW i momencie obrotowym 770 Nm w standardzie, opcjonalnie ISM 102 plus o prędkości obrotowej 2500 obr./min, mocy 52 kW i momencie obrotowym 2200 Nm

Dokładność
- Maksymalna stabilność i długoterminowa dokładność
- Maksymalna stabilność termiczna dzięki chłodzonym wodą, zintegrowanym silnikom wrzeciona
- Bezkonkurencyjna, długoterminowa precyzja z liniowymi układami w osi X w standardzie

Przykłady zastosowań
Sterowanie i oprogramowanie
Doświadcz szybkości cyfrowej transformacji (DX)
Zrewolucjonizuj swoje przepływy pracy, odblokuj nowe możliwości, zwiększ wydajność i promuj zrównoważony rozwój poprzez zmniejszenie zużycia energii - jednocześnie uzyskując silną przewagę konkurencyjną.
Toczenie wielokątne / owalne

- Łatwa obsługa niekolistych części
- Intuicyjny interfejs dla toczenia wielokątnego / owalnego
Najważniejsze informacje
Korzyści dla klienta
- Wykonywanie niezbędnych geometrii z łatwą możliwością dokonywania precyzyjnej korekty
- Możliwość dokładnego dopasowania parametrów geometrycznych (długa / krótka półoś i kąt łożyska)
- Obróbkę można łączyć z wrzecionem głównym lub wrzecionem przechwytującym

Po lewej: Pozycja wstępna i pozycja podparcia w osiach X i Z mogą być wprowadzane bezpośrednio nad powierzchnią. / Po prawej: Monitorowanie pozycji podpory za pomocą zdefiniowanego okna pozycji.
autoCHUCK 2.0

- Automatyczna optymalizacja parametrów serwonapędów dla wrzeciona głównego i przechwytującego
- Skrócenie czasu ustawiania
- Optymalizacja rezultatu obróbki
Najważniejsze informacje
Korzyści dla klienta
- Redukcja czasu ustawiania
- Automatyczne wyznaczanie parametrów niezależnie od doświadczenia operatora maszyny
- zapisywanie ustawień w programie NC w celu zapewnienia większej jakości

Po lewej: Uproszczona użyteczność procedury pomiaru i ustawiania parametrów / Po prawej: Lokalne zapisywanie parametrów w programie NC
Łamanie wiórów

- Oscylacyjny ruch osi posuwu powoduje skrawanie powietrzem, co prowadzi do skutecznej redukcji rozmiaru wiórów.
- Do zewnętrznego toczenia wzdłużnego średnic wewnętrznych i zewnętrznych, przecinania, wiercenia i rowkowania*
- Zintegrowana funkcja bezpieczeństwa sprawdza wiarygodność wprowadzanych parametrów
* W przypadku pochyłych powierzchni powstaje wzór schodkowy, ponieważ posuw może być oscylowany tylko w jednej osi na raz.
Najważniejsze informacje
Korzyści dla klienta

Przed właściwą obróbką status obróbki można sprawdzić za pomocą grafiki
- Długość wióra może być praktycznie określona przez cykl i jest niezależna od materiału.
- Koniec z przerwami w procesie, ponieważ unika się powstawania kulek wiórowych
- Łatwe ustawianie na interfejsie HMI z wysokim bezpieczeństwem pracy

Lewa strona: Oscylację można ustawić za pomocą najprostszych wejść parametrów / Prawa strona: Po prostu aktywuj ją przez ON / OFF w interfejsie HMI
Kontrola statusu programu

- W połączeniu z programowaniem strukturalnym Gildemeister, bezpieczny i szybki restart programu obróbki po przerwaniu programu
- Łatwa obsługa programu, zwłaszcza w przypadku wielu wrzecion lub magazynu narzędzi
- Wyświetlenie statusu obróbki przedmiotu
Najważniejsze informacje
Korzyści dla klienta
- Wyświetlanie szczegółowego statusu na sterowniku
- Automatyczne wprowadzanie komentarzy przez programowanie strukturalne GILDEMEISTER.
- Bezpieczne ponowne wejście do programu przez naciśnięcie przycisku zamiast wyszukiwania konkretnego bloku.
Program strukturalny GILDEMEISTER
- Ustrukturyzowane podejście z ponad 20 standardowymi programami i ponad 200 wariantami przetwarzania, w tym automatyzacją (przetwarzanie prętów, ładowanie robota / portalu, ...)
- Wyświetlanie statusu programu z dodatkowymi znacznikami (EPS) dla podprogramów.
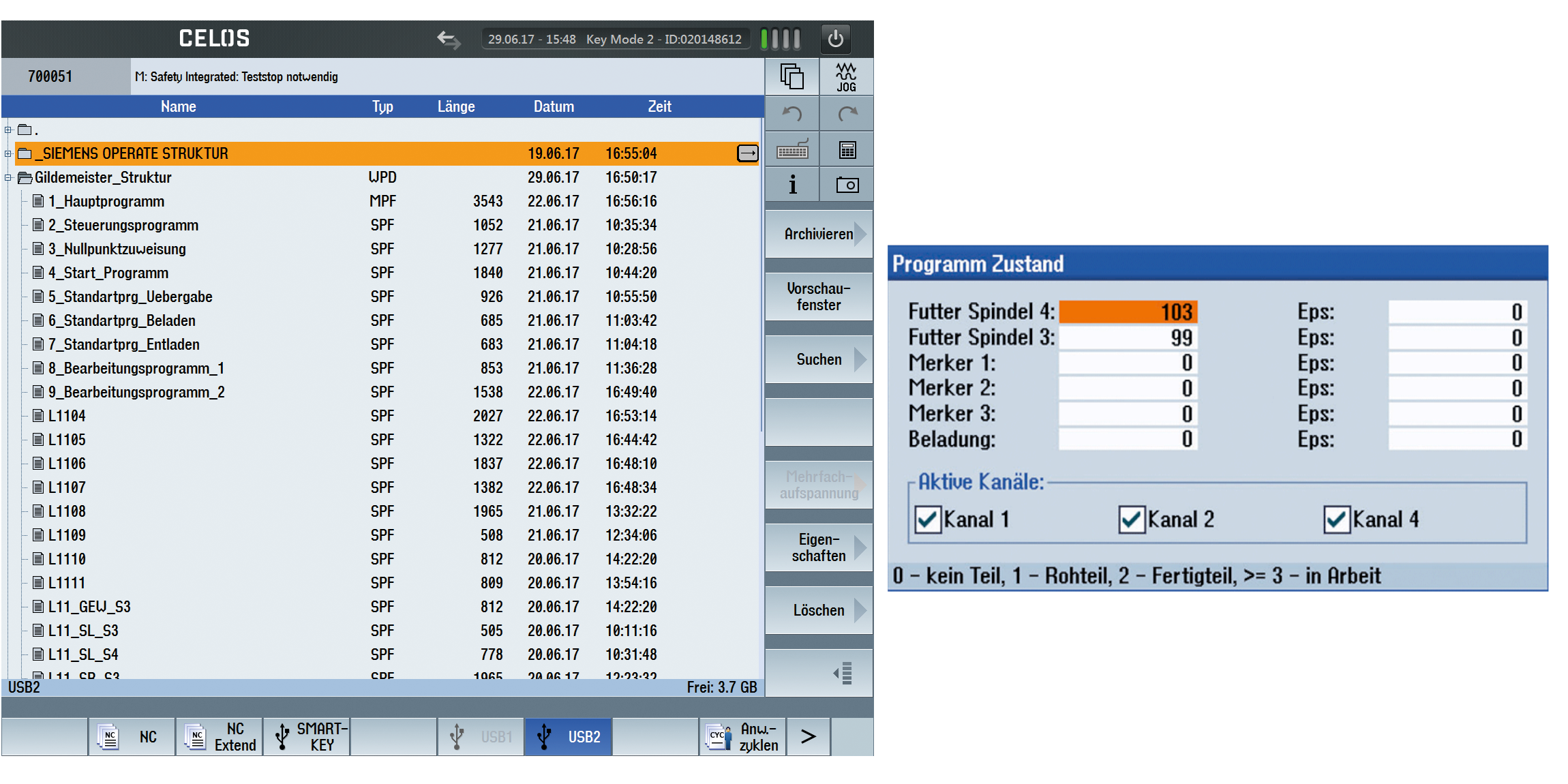
Po lewej: HMI ze statusem znaczników. / Po prawej: Wyczyść strukturę programu.
Czoło wrzeciona przechwytującego

- Idealne połączenie 6-stronnej kompletnej obróbki i funkcji konika
- Automatyczny załadunek i rozładunek kła konika do uchwytu wrzeciona głównego lub przechwytującego za pomocą wrzeciona frezującego i głowicy rewolwerowej
- Obsługa długich i smukłych przedmiotów na głównym wrzecionie dzięki synchronicznej końcówce wrzeciona przechwytującego
Najważniejsze informacje
Korzyści dla klienta
- Większa dokładność komponentów dzięki automatycznej zmianie bez otwierania drzwi (stała przepływu ciepła)
- Blokada położenia wrzeciona za pomocą kła prowadzi do zwiększenia bezpieczeństwa procesu

Po lewej: Automatycznie zmieniona końcówka centrująca. / Po prawej: Maska wprowadzania parametrów: Czyszczenie sterowania, zmiana końcówki i chłodzenie sterowania
Przecinanie w osi Y

- Większa stabilność dzięki optymalnemu przenoszeniu siły w kierunku wzdłużnym oprawy narzędzia
- Generowanie posuwu narzędzi w kierunku Y w celu odcięcia komponentów po naciśnięciu przycisku
- Kompatybilny z cyklem standardowym CYCLE92 (cykl odcinania), dzięki czemu operator może programować jak zwykle (ShopTurn i DIN/ISO)
Najważniejsze informacje
Korzyści dla klienta
- Możliwość trzykrotnego zwiększenia wydajności (3x zwiększenie posuwu) przy jednoczesnej lepszej kontroli wiórów
- Zmniejszony poziom hałasu i lepsza jakość powierzchni dzięki większej stabilności narzędzia
- Mniejsze straty materiału spowodowane zmniejszeniem szerokości odcięcia

Po lewej: Maska operatora do włączania cyklu rozcinania w osi Y na frezarkach rewolwerowych i tokarkach. / Po prawej: CoroCut® QD dla technologii narzędzi skrawających do przecinania w osi Y opracowanej przez Sandvik Coromant.
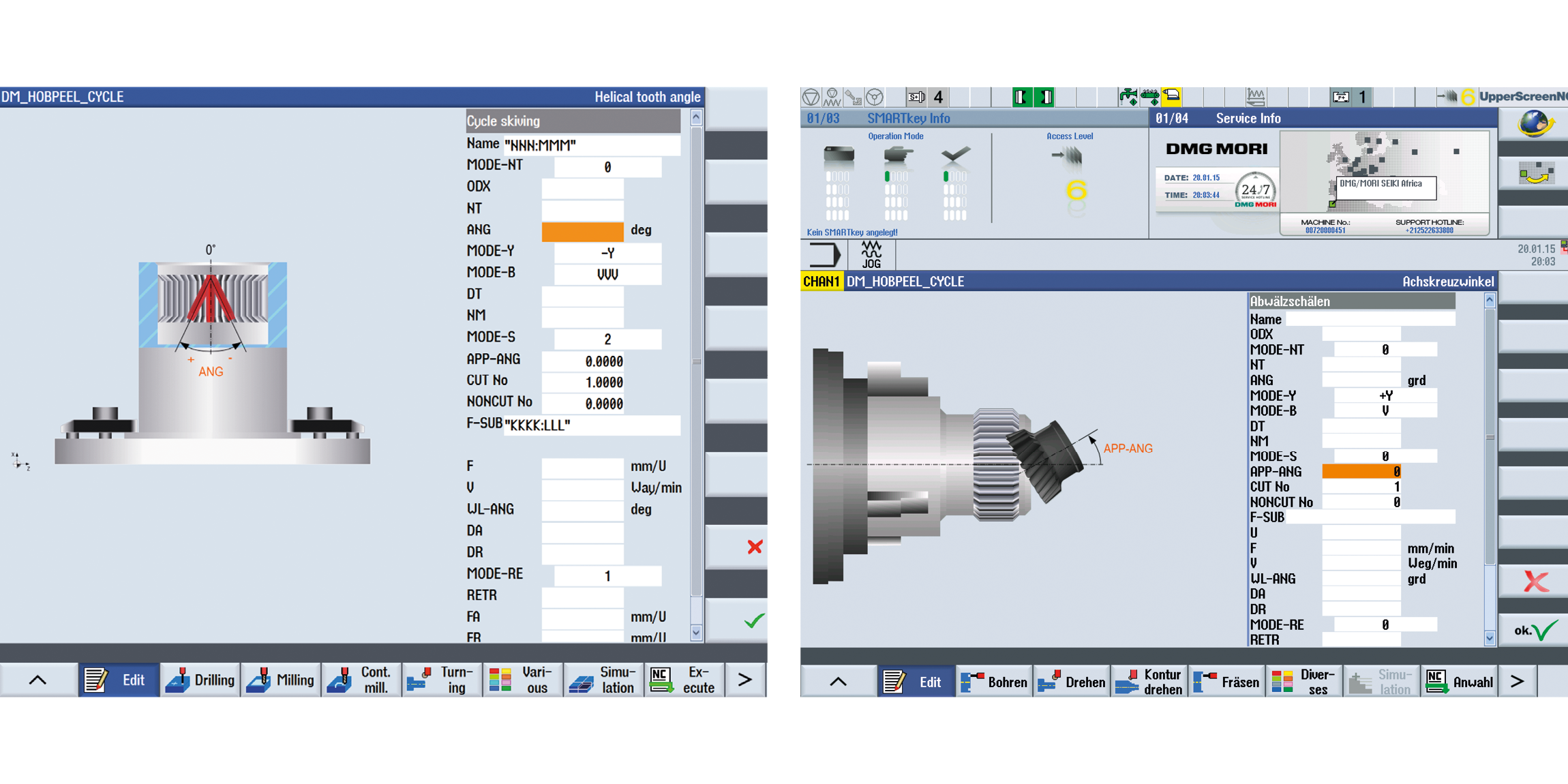
Frezowanie obwiedniowe kół zębatych

- Programowanie parametrów przekładni za pomocą wejścia dialogowego
- Możliwe przekładnie o zębach prostych, ukośnych i łukowych, jak i koła ślimakowe
- Możliwość zastosowania frezów modułowych krążkowych i frezów tarczowych
- Maksymalizacja żywotności narzędzi przez „przesuwanie” frezu
- Osiągalna jakość ≤ DIN 7
Najważniejsze informacje
Korzyści dla klienta
- Modyfikacje profilu przekładni są łatwe w obsłudze
- Wykorzystanie ponownie szlifowanych narzędzi
- Zapobieganie błędom poprzez monitorowanie (np. nieprawidłowy kąt krzyżowy osi) lub nieprawidłowa prędkość obrotu lub kierunek toczenia)
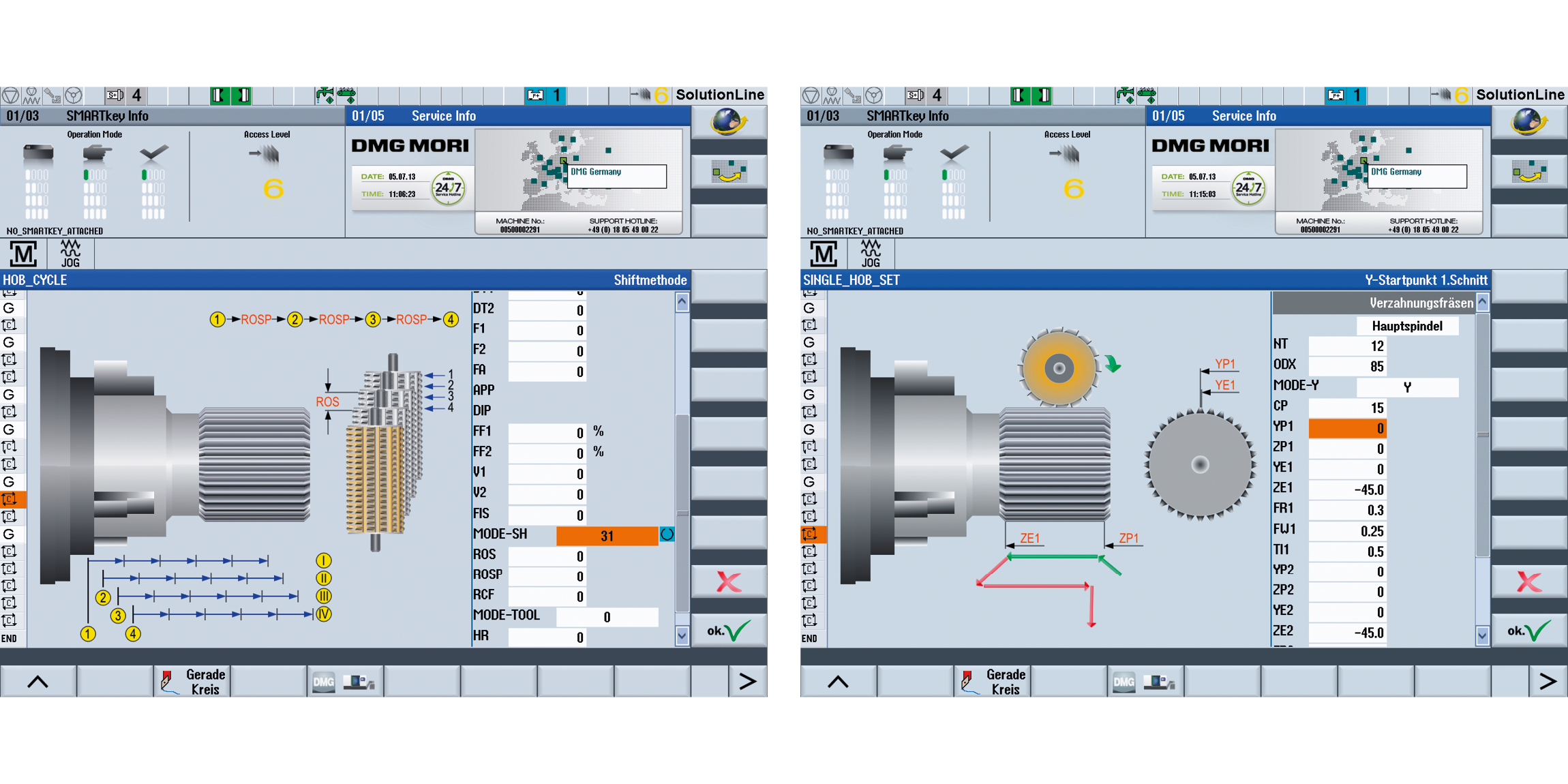
Po lewej: Wprowadzanie wszystkich niezbędnych danych przekładni za pomocą dialogu. / Po prawej: Wprowadzanie parametrów przekładni poprzez frezowanie pojedynczego zęba lub pojedynczego rowka.
Przeciąganie rowków wpustowych

- Ustrukturyzowane parametry wejściowe dla geometrii rowka, narzędzia i strategii obróbki
- Możliwość wyboru dowolnej pozycji i liczby rowków wewnętrznych i zewnętrznych
- Łatwa kompensacja przemieszczenia narzędzia + obliczanie pozostałych skoków w oparciu o wybraną strategię obróbki
Najważniejsze informacje
Korzyści dla klienta
- Duża elastyczność w produkcji rowków o dowolnej geometrii przy użyciu standardowych narzędzi na standardowych maszynach
- Niezawodna alternatywa, gdy zastosowanie narzędzi napędzanych nie jest rozwiązaniem korzystnym pod względem ekonomicznym lub technologicznym
- Lepsza jakość rowków dzięki sztywnym prowadnicom maszyny
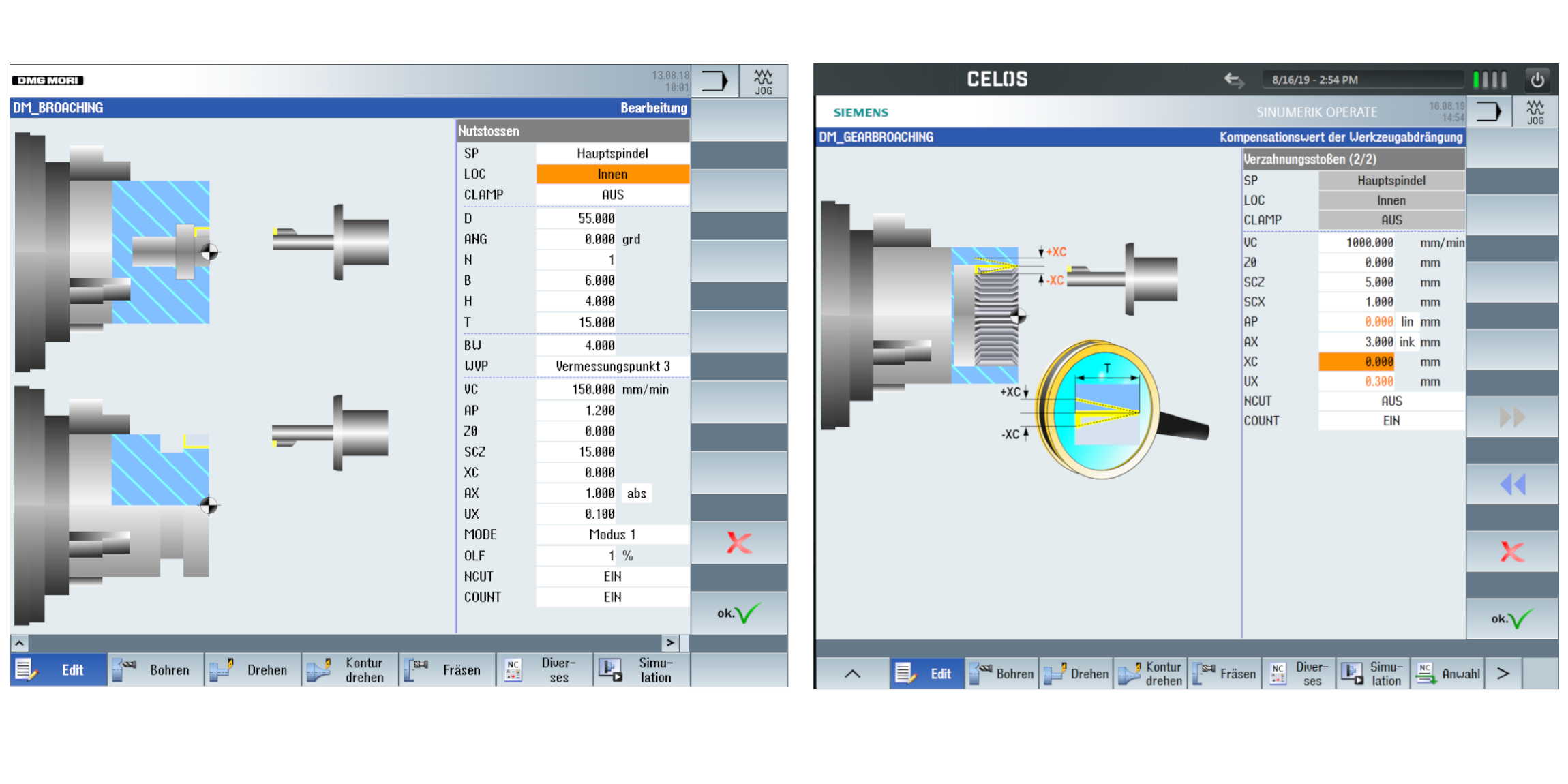
Po lewej: Okno wprowadzania danych dla rowków wewnętrznych i zewnętrznych zgodnie z DIN przy użyciu narzędzi standardowych. / Po prawej: Parametry wejściowe strategii procesu: Kompensacja przemieszczenia narzędzia
Multi Threading 2.0

- NOWOŚĆ: On-Point Threading - Pozycjonowanie zorientowane na położenie
- Możliwe dowolne definiowanie konturów, wysokości i biegów
- Tworzenie dużych nakrętek tocznych, których nie można wytworzyć za pomocą zwykłego gwintowania
Najważniejsze informacje
Korzyści dla klienta
- Gwint trapezowy, trapezowy niesymetryczny i okrągły łatwo programowalny na obrabiarce
- Przenośnik ślimakowy o dowolnej geometrii profilu
- Nakrętka toczna z otworami poprzecznymi, prosta do realizacji

Po lewej : Wprowadzanie parametrów długości gwintu, położenia gwintu i odległości ruchu wycofywania. / Po prawej : Parametry kształtowania gwintu, np. wysokość profilu, średnica skoku itp.
Multi threading 2.0 Pro

Najważniejsze informacje
- Produkcja profili z podcięciem dzięki opcji dzielenia profili.
- Zastosowanie standardowych narzędzi i uchwytów narzędziowych do lewo- i prawostronnej obróbki powierzchni nośnych gwintu
- Możliwość uzyskania jakości powierzchni Ra 0,3 przy obróbce stali stopowych CrNi
Easy Tool Monitor 2.0
- Zapobieganie uszkodzeniom w wyniku złamania narzędzia lub jego przeciążenia
- Bezczujnikowe, z automatycznym uczeniem limitów obciążenia
- Do toczenia, frezowania i wiercenia (do 3 mm średnicy)
- NOWOŚĆ: Interfejs użytkownika na stronie CELOS SideScreen
- NOWOŚĆ: Wydajny algorytm do efektywnego monitorowania po pierwszym obrabianym przedmiocie
Najważniejsze informacje
Korzyści dla klienta
- Pakiet ochronny: Idealne uzupełnienie tokarek MPC. Przewaga cenowa (ok. 40%)
- Zapisz w programie limity monitorowania dla każdego narzędzia i każdej krawędzi skrawającej
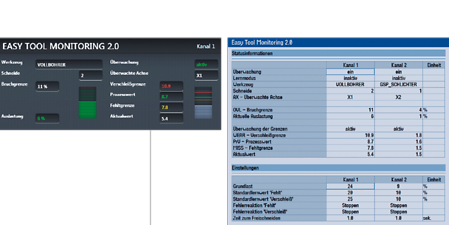
Po lewej : Wyświetlanie stanu LIVE na ekranie bocznym CELOS; bieżące, ustawione wartości procesu. / Po prawej : Łatwa obsługa parametrów monitorowania w tabeli narzędzi.
Cykl wycofania

- Poprzez naciśnięcie odpowiedniego klawisza oś X i oś Y przemieszczają się do dodatnich pozycji końcowych dla obróbki zewnętrznej
- Idealnie nadaje się do przygotowania obszaru roboczego do ustawienia, a zatem jako funkcja ratownicza.
Najważniejsze informacje
Korzyści dla klienta

Funkcjonalność - Wybór cyklu poprzez naciśnięcie odpowiedniego przycisku na panelu operacyjnym
- Łatwa obsługa przy ustawianiu maszyn wielokanałowych
- Możliwość szybkiej reakcji podczas obróbki zewnętrznej jako funkcja ratunkowa
Toczenie i frezowanie mimośrodowe

- Nałożenie ruchu obrotowego dzięki dodatkowym skokom X i Y
- Dotyczy obróbki tokarskiej i frezarskiej
Najważniejsze informacje
Korzyści dla klienta
- Łatwa produkcja geometrii mimośrodowych
- Dokładne sprzężenie osi i synchronizacja w tle

Po lewej: Wprowadź parametry położenia zewnętrznego obszaru przedmiotu obrabianego. / Po prawej: Graficzna reprezentacja pozycji wewnątrz przedmiotu obrabianego.
Zmienna prędkość

- Łatwe w obsłudze dzięki trzem parametrom i bez dodatkowych czujników
- Unikanie wibracji dzięki dostosowaniu prędkości
- Zastosowanie dla wrzeciona głównego i przechwytującego lub frezarek ze stołami FD z technologią Direct Drive
Najważniejsze informacje
Korzyści dla klienta

Wprowadź parametry wartości zadanej, prędkości różnicowej i częstotliwości obrotów.
- Brak konieczności ręcznej interwencji operatora
- Identyczna powtarzalność dla wszystkich komponentów
- Zwiększone bezpieczeństwo procesu dla specjalnych zastosowań dzięki unikaniu wibracji. Przykład: przy stosowaniu długich cienkich wierteł lub do frezowania części z krytycznym mocowaniem
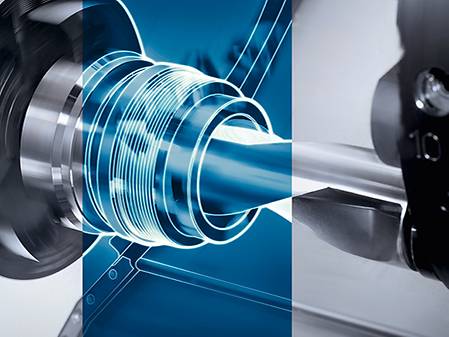
gearSKIVING 2.0

- Proste i spiralne zewnętrzne lub wewnętrzne koła zębate czołowe i skośne
- Zęby strzałkowe z przesunięciem zębów na tokarko-frezarkach
- Kuliste uzębienie dzięki matematycznej transformacji 6. osi wirtualnej
Najważniejsze informacje
Korzyści dla klienta
- Możliwe uzębienie wewnętrzne bez głowicy kątowej
- Krótki czas obróbki, 10 x szybszy niż kształtowanie
- Synchronizacja i ścieżka narzędzia sterowane cyklem
Po lewej: Obróbka profilu wewnętrznego koła zębatego. / Po prawej : Obróbka profilu zewnętrznego koła zębatego.
Usługi i szkolenia
Wszechstronny, beztroski serwis i szkolenia w zakresie produkcji
Skorzystaj z naszej pełnej oferty usług i praktycznych kursów szkoleniowych, które maksymalizują wydajność maszyn i minimalizują przestoje. Dzięki kompleksowym pakietom konserwacyjnym, oryginalnym częściom zamiennym i spersonalizowanym programom szkoleniowym, przeniesiemy Twoją produkcję i Twój zespół na wyższy poziom.
Materiały do pobrania i dane techniczne
Obszar roboczy
Maks. przesuwy w osi X
16 in.
415 mm
Maks. przesuwy w osi Y
6 in.
150 mm
Maks. przesuwy w osi Z
80 in.
2 025 mm
Obrabiany przedmiot
Maks. średnica detalu
31 in.
800 mm
Maks. długość obrabianego przedmiotu
79 in.
2 000 mm
Maks. średnica wewnętrzna rury zaciskowej
4 in.
110 mm