Kompleksowe podejście do automatyzacji
Utworzona w roku 1942 w szwedzkim Sandviken, firma Sandvik Coromant wyrosła w branży produkcji narzędzi na globalnego lidera, zatrudniającego ponad 8000 osób na całym świecie. Klienci z najróżniejszych branż – w tym lotniczej, samochodowej, rafineryjnej – polegają na rozwiązaniach od Sandvik Coromant.

Ekspert w dziedzinie narzędzi związany jest z DMG MORI długoletnim, strategicznym partnerstwem, w ramach którego stale powstają innowacyjne rozwiązania. Sandvik Coromant korzysta z nich również we własnej produkcji. W zakładzie w Gimo, w 2021 roku zainstalowano dwie tokarki NTX 2000, każda pracująca z całkowicie zautomatyzowanym systemem MATRIS. Robot zarówno podaje detale, jak i wykonuje zmianę przyrządów mocujących i narzędzi.
„Jesteśmy liderem rynku. Dlatego w kwestiach innowacyjności i jakości oczekuje się od nas, że spełnimy ekstremalnie wysokie potrzeby naszych klientów”, uzasadnia rozwój prac i produkcji Philip Eriksson, manager projektu w Sandvik Coromant. „Gimo jest częścią Production Technology Center i odpowiada za wprowadzenie do przemysłu 2500 nowych produktów rocznie”. Dzieje się to w ścisłej współpracy z działami BiR w Sandviken i Sztokholmie.

Partnerstwo strategiczne z DMG MORI to sytuacja, w której każdy wygrywa. Nasze indywidualne rozwiązania automatyzacji za pomocą MATRIS są tego idealnym przykładem.

Konkurencyjność dzięki zautomatyzowanym procesom produkcyjnym
Realizacja nowych produktów obejmuje również ich produkcję. „Na tym polu potrzebujemy bardzo ekonomicznych technologii, abyśmy mogli w sposób konkurencyjny oferować nasze narzędzia”, objaśnia Peter Andersen, odpowiedzialny w Sandvik Coromant za Global Manufacturing Equipment. Dlatego przedsiębiorstwo od dziesięcioleci korzysta ze zautomatyzowanych procesów produkcyjnych w kompleksowo zdigitalizowanej produkcji. „Nawet nasze programy NC do produkcji baz do wierteł powstają w Gimo automatycznie, dla każdego zlecenia od nowa”. Zakład w roku 2019 uzyskał od World Economic Forum tytuł „latarni”.
MATRIS – modułowa automatyzacja do wysoko elastycznej produkcji
Na przykładzie trzpieni bazowych do narzędzi wiertarskich Philip Eriksson wskazuje na nowe rozwiązanie produkcyjne, wypracowane i zrealizowane przez DMG MORI wraz z Sandvik Coromant. „Produkujemy ponad sto wariantów, co niesie z sobą znaczne nakłady związane z uzbrajaniem układów. Naszym celem było zautomatyzowane rozwiązanie produkcyjne, które nie wymaga wykorzystania personelu w dodatkowym czasie”. Centrum tokarsko-frezarskie NTX 2000 z MATRIS – elastycznym i modułowym systemem robota, okazało się optymalnym rozwiązaniem. „Ważnym punktem był dla nas fakt, że obie jednostki produkcyjne otrzymaliśmy w całości od jednego dostawcy”.
W pełni zautomatyzowana produkcja ponad stu wersji przy partiach o wielkości od 2 do 80 sztuk
„Wyzwaniem w przypadku tego projektu było zarówno zautomatyzowanie wymiany detali, jak i wymiany narzędzi w głowicy oraz kłów centrujących i wkładek mocujących”, tak Philip Eriksson opisuje zakres automatyzacji. Liczba różnych trzpieni bazowych wyjaśnia tę potrzebę.


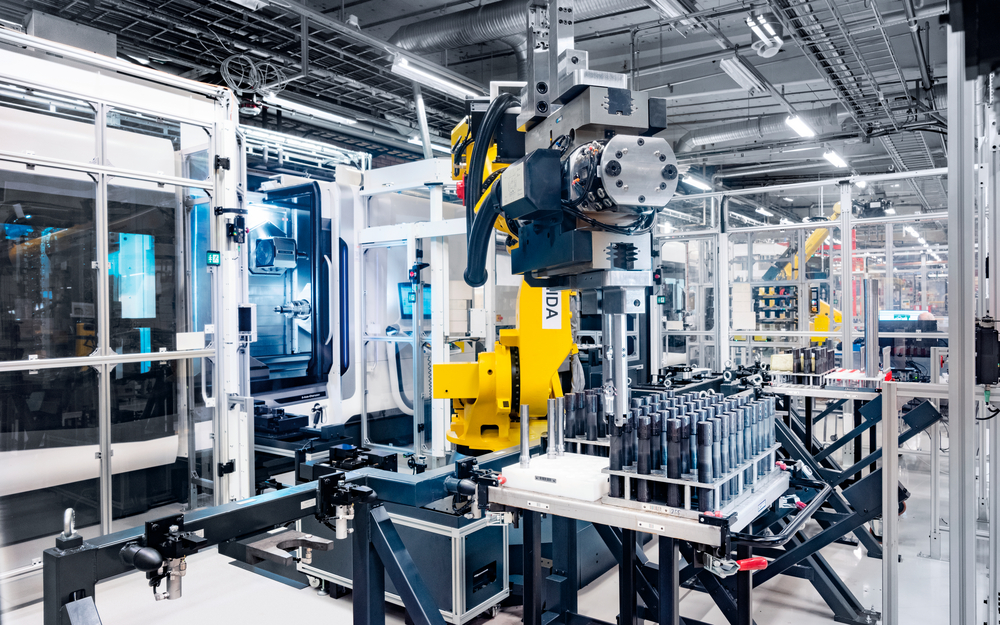



Automatyczna wymiana wkładek mocujących i kłów centrujących
Rzut oka na MATRIS w Sandvik Coromant ujawnia złożoność tego rozwiązania automatyzacji. W komorze, miejsce znajduje łącznie sześć wózków z trzpieniami bazowymi, dzięki czemu możliwa jest zautomatyzowana produkcja nawet podczas nocnej zmiany. Peter Andersén cieszy się z dobrego stopnia wykorzystania obrabiarek: „W ten sposób znacząco zwiększamy nasze możliwości produkcyjne”. Robot zdejmuje surowe elementy z wózka, obraca je na kolejnej stacji o 90 stopni, aby mógł je zamocować w NTX 2000. Trzpienie bazowe mocuje się głównie poprzez końcówki na wrzecionie głównym i przeciwwrzecionie, istnieje jednak możliwość ich obróbki również w uchwycie. „Z uwagi na to, że uchwyty mocujące i kły centrujące zmieniają się zależnie od zlecenia, również są one umieszczone w MATRIS”, mówi Peter Andersén. Robot wymienia je automatycznie, kiedy wymagają tego elementy.
Automatyczna zmiana narzędzi głowicy
Atrakcją rozwiązań automatyzacji związanych z oboma centrami NTX 2000 jest automatyczna zmiana narzędzia w głowicy z wykorzystaniem robota. „Podczas gdy narzędzia, zarówno frezarskie, jak i tokarskie (magazyn NTX 2000 ma 114 miejsc na narzędzia) umieszczane są automatycznie we wrzecionie frezarskim, w głowicy jest to zwykle proces ręczny”, objaśnia Philip Eriksson. „Wiąże on duże zasoby ludzkie, ponieważ jest tylko dwanaście miejsc na narzędzia”. Dlatego w MATRIS zintegrowano osobny magazyn narzędziowy, z miejscem na 32 narzędzia. „Dzięki temu możemy włączać do systemu znacznie więcej narzędzi. Robot przeprowadza niezawodnie również tę wymianę”. Jako producent narzędzi spółka Sandvik Coromant przejęła tę część projektu i kompletnie wyposażyła głowicę narzędziową we własne uchwyty narzędziowe Coromant Capto C4. Cel projektu w postaci obsługi większej liczby, dłuższych zmian bezzałogowych został osiągnięty w Sandvik Coromant, co Philip Eriksson uważa za kolejny dowód dobrej współpracy z DMG MORI: „Partnerstwo strategiczne oznacza dla nas, że wzajemnie się wspieramy, osiągając sytuację win-win dla wszystkich stron procesu”. Dlatego współpraca będzie utrzymana. Peter Andersén spogląda w przyszłość: „Zarówno w Gimo, jak i w oddziałach lokalnych aktualnie pracujemy nad innymi projektami z DMG MORI – produktywne rozwiązania automatyzacji pozostaną oczywiście ważnym tematem również w przyszłości”.
SANDVIK COROMANT
Verktygsgatan 11
747 44 Gimo, Sweden
www.sandvik.coromant.com
Skontaktuj się z nami w sprawie technicznych materiałów prasowych DMG MORI.